Гост перечень покупных изделий для входного контроля. Входной контроль материалов в строительстве. Входной контроль оборудования и изделий систем автоматизации
- Область применения
- Организация входного контроля
- Порядок проведения входного контроля
- оборудование для контроля качества
- Входной контроль сварочных материалов
- Входной контроль гнутых отводов
- Входной контроль запорной арматуры и оборудования
- Входной контроль изоляционных материалов
- Входной контроль железобетонных пригрузов
- Входной контроль Электрооборудования и кабелей
- Входной контроль оборудования и изделий систем автоматизации
- ВХОДНОЙ КОНТРОЛЬ ОБОРУДОВАНИЯ КПП СОД
- ЛИСТ ОЗНАКОМЛЕНИЯ
1. Область применения
(ТК) разработана на производства работ по входному контролю материалов и оборудования перед началом и в процессе строительства объекта
Входной контроль качества материалов и оборудования следует выполнить в соответствии с требованиями следующих нормативных документов:
– Магистральные трубопроводы.
– . Строительство магистральных и промысловых трубопроводов. Контроль качества и приемка работ. Часть 2. Формы документации и правила ее оформления в процессе сдачи-приёмки
– РД-25.160.00-КТН-037-14 изм.№1,2 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов.
– РД 03-606-03 «Инструкция по визуальному и измерительному контролю»;
– ГОСТ 24950-81 Отводы гнутые и вставки кривые на поворотах линейной части стальных магистральных трубопроводов. Технические условия;
– ГОСТ 24297-87. “Входной контроль продукции. Основные положения.
2. Организация входного контроля
Все материалы и оборудование, поставляемые в соответствии с Контрактом, подлежат входному контролю с участием представителей подрядчика, заказчика и строительного контроля заказчика. Входной контроль МТР, поставляемых заказчиком, следует осуществлять при их приёмке лицами, ответственными за производство работ. Входной контроль остальных МТР следует осуществлять при их доставке на строительную площадку.
Входной контроль материально-технических ресурсов, поставляемых на Объект, следует осуществлять согласно требованиям ГОСТ 24297-87. «Входной контроль продукции. Основные положения»:
Входной контроль следует проводить с целью предотвращения запуска в производство продукции, не соответствующей требованиям нормативно-технической документации, договоров на поставку и протоколов разрешения по ГОСТ 2.124-85 (далее – установленным требованиям) (ГОСТ 24297-87, п.1.3).
Входной контроль следует осуществлять по параметрам (требованиям) и методам, установленным в нормативно-технической документации на контролируемую продукцию, договорах на её поставку и протоколах разрешения (ГОСТ 24297-87, п.1.4).
Номенклатуру продукции, контролируемые параметры (требования), вид контроля и объем выборки или пробы определяют, исходя из стабильности качества продукции поставщиков, степени освоения новых видов продукции, важности данного параметра (требования) для функционирования выпускаемой продукции, и устанавливают в перечне продукции, подлежащей входному контролю (ГОСТ 24297-87, п.1.5.).
Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (Форма 3.3. ВСН 012-88. Часть 2.), и в Журнале входного контроля.
Входной контроль следует проводить лицам, ответственным за проведение работ, и работниками службы качества, состоящей из инженерно-технических работников и контролеров полевой испытательной лаборатории. (ГОСТ 24297-87, п.2.1).
Основными задачами входного контроля являются:
1) проверка наличия сопроводительной документации на продукцию, удостоверяющей качество и комплектность продукции;
2) контроль соответствия качества и комплектности продукции требованиям нормативно-технической документации и применения ее в соответствии с протоколами разрешения;
3) периодический контроль за соблюдением правил и сроков хранения продукции поставщиков (ГОСТ 24297-87, п.2.2).
Входной контроль необходимо проводить в специально отведенном помещении (участке), оборудованном необходимыми средствами контроля, испытаний и оргтехники, а также отвечающем требованиям безопасности труда. Рабочие места и персонал, осуществляющий входной контроль, должны быть аттестованы в установленном порядке. Площадки входного контроля оборудуются непосредственно на площадках складирования и при складских помещениях. На площадках устраиваются стеллажи и ложементы для укладки материалов, для проведения визуального и визуально – измерительного контроля материалов. Места входного контроля должны быть обозначены табличками. Места для входного контроля материалов, условия хранения которых – закрытый склад, должны быть закрыты навесом для защиты от атмосферных осадков. Материалы, которые по условиям хранения должны содержаться в отапливаемых помещениях, должны подвергаться входному контролю в закрытых отапливаемых помещениях оборудованных стеллажами или стендами для раскладки материалов при контроле.
Средства измерений и испытательное оборудование, используемые при входном контроле, должны быть проверены в центре метрологии и стандартизации, и соответствовать требованиям НТД на контролируемую продукцию и ПР 50.2.002-94 «Порядок осуществления государственного метрологического надзора за выпуском, состоянием и применением средств измерений, аттестованных методиками выполнения измерений, эталонами и соблюдением метрологических правил и норм».
Для проведения испытаний, проверок и анализов, связанных с входным контролем, продукция может быть передана в другие подразделения, предприятия, лаборатории, контрольно-испытательные станции и др. (ГОСТ 24297-87, п.2.3).
3. Порядок проведения входного контроля
К входному контролю допускается продукция, принятая ОТК, представительством заказчика, приемкой предприятия-поставщика и поступившая с сопроводительной документацией, оформленной в установленном порядке. (ГОСТ 24297-87, п.3.1).
При проведении входного контроля необходимо:
- проверить сопроводительные документы, удостоверяющие качество продукции, и зарегистрировать продукцию в журналах учета результатов входного контроля;
- проконтролировать отбор выборок или проб, проверить комплектность, упаковку, маркировку, внешний вид и заполнить акт отбора выборов или проб;
- провести контроль качества продукции по технологическому процессу входного контроля или передать в соответствующее подразделение выборки или пробы для испытаний (анализов). (ГОСТ 24297-87, п.3.2).
При приеме груза следует проверить, обеспечена ли сохранность груза при перевозке, в частности:
а) проверить в случаях, предусмотренных в указанных правилах, наличие на транспортных средствах (вагоне, цистерне, барже, трюме судна, автофургоне и т.п.) или на контейнере пломб отправителя или пункта отправления (станции, пристани, порта), исправность пломб, оттиски на них, состояние вагона, иных транспортных средств или контейнера, наличие защитной маркировки груза и исправность тары;
б) проверить соответствие наименования груза и транспортной маркировки на нем данным, указанным в транспортном документе;
в) проверить, были ли соблюдены установленные правила перевозки, обеспечивающие предохранение груза от повреждения и порчи (укладка груза, температурный режим и др.), сроки доставки, а также произвести осмотр груза.
В случае получения от органа транспорта груза без проверки количества мест, веса и состояния его следует в порядке, установленном правилами оформления выдачи грузов, потребовать от органов транспорта, чтобы на транспортном документе была сделана соответствующая отметка. (“Инструкция о порядке приёмки продукции” от 25.04.1966г. №П-7).
В производство должна передаваться принятая по результатам входного контроля продукция, с соответствующей отметкой в учетных или сопроводительных документах. Допускается маркировка принятой продукции. (ГОСТ 24297-87 п.3.5.)
Продукция, поступившая от предприятия-поставщика до проведения входного контроля; должна храниться отдельно от принятой и забракованной входным контролем. (ГОСТ 24297-87 п.3.6.)
Забракованная при входном контроле продукция должна маркироваться “Брак” и направляться в изолятор брака. (ГОСТ 24297-87, п.3.7).
Оформление результатов входного контроля
По результатам входного контроля следует составить заключение о соответствии продукции установленным требованиям и заполнить журнал учета результатов входного контроля. (ГОСТ 24297-87, п.4.1). Результаты входного контроля следует фиксировать в Актах о результатах проверки изделий (форма 3.3, ВСН 012-88. Часть II).
В сопроводительных документах на продукцию следует сделать отметку о проведении входного контроля и его результатах, выполнить маркировку продукции, если это предусмотрено перечнем продукции, подлежащей входному контролю. (ГОСТ 24297-87, п.4.2).
При соответствии продукции установленным требованиям входного контроля следует принять решение о передаче ее в производство. При выявлении в процессе входного контроля несоответствия установленным требованиям продукцию следует забраковать и возвратить поставщику с предъявлением рекламации. (ГОСТ 24297-87, п.4.3).
По результатам входного контроля в необходимых случаях следует проинформировать о несоответствии продукции установленным требованиям представителя заказчика (приложение 2 ГОСТ 24297-87). (ГОСТ 24297-87, п.4.4).
Приёмку поставляемых заказчиком материалов и оборудования следует осуществить в присутствии представителя заказчика, о чём следует составить Акт приема-передачи (с указанием претензий) в соответствии:
– с формой, принятой регламентами заказчика;
– с Инструкциями Госарбитража СССР от 25.04.66 г. № П-7 и от 15.06.65 г. № П-6, в части, не противоречащей Контракту и Гражданскому Кодексу РФ.
4. оборудование для контроля качества
Приборы и инструменты, предназначенные для входного контроля, должны быть заводского изготовления, иметь паспорта, технические описания, инструкции по эксплуатации, и иметь документы о поверке в центре метрологии и стандартизации.
Для контроля качества материалов и результатов работ на объекте строительства рекомендуется иметь и использовать набор измерительного оборудования, представленный в таблице 4.1.
Таблица 4.1 Приборы и инструменты для контроля и измерения
| Входной контроль гнутых отводов | ||
| Рулетка измерительная | ГОСТ 7502-80 | Наружный диаметр, овальность, длина трубы |
| Микрометр | ГОСТ 6507-78 | Толщина стенки по торцам |
| Линейка | ГОСТ 427-75 | Кривизна |
| Лупа | — | Осмотр поверхности |
| Шаблон сварщика | УШС-3 | Проверка разделки кромок |
| Толщиномер ультразвуковой | УТ-93П | Толщина стенки |
| Входной контроль запорной арматуры | ||
| Рулетка измерительная | ГОСТ 7502-80 | Наружный диаметр, овальность, длина |
| Микрометр | ГОСТ 6507-78 | Толщина стенки по торцам |
| Линейка | ГОСТ 427-75 | Кривизна |
| Лупа | — | Осмотр поверхности |
| Шаблон сварщика | УШС-3 | Проверка разделки кромок |
| Толщиномер ультразвуковой | УТ-93П | Толщина стенки |
| Дефектоскоп искровой | Крона-1РМ, «Холидей» | Сплошность покрытия |
| Входной контроль изоляционных материалов | ||
| Вискозиметр | — | Вязкость грунтовок |
| Ареометр | — | Контроль плотности грунтовок |
| Мерная линейка | — | Контроль температуры окружающего воздуха |
| Толщиномер изоляции | МТ-10 НЦ, ИТД-10П | Толщина материала |
| Индикатор часового типа с ценой деления 0,01 | ИЧ10МД | Продолжительность испытания |
| Часы механические | — | Продолжительность испытания |
| Прибор | ГОСТ 11503 | Испытание на температуру размягчения по методу КИШ |
| Прибор | ГОСТ 11505 | Испытание на растяжимость |
Приведённые приборы и оборудование могут быть, заменены на аналогичные.
5. Входной контроль
5.1 Порядок проведения входного контроля:
- Проверка наличия сертификатов качества фирмы (завода – изготовителя);
- Проверка сохранности упаковки электродов, флюсов и проволок и т.д.;
- Проверка соответствия электродов, флюсов и проволок требованиям спецификаций (технических условий);
На материалы, прошедшие входной контроль, должен быть составлен акт о результатах проверки изделий с занесением в журнал входного контроля.
5.2. Хранение сварочных материалов
Сварочные материалы в соответствии с требованиями изготовления следует хранить в условиях, предупреждающих их увлажнение и гарантирующих сохранность и герметичность упаковки.
Электроды, порошковая проволока, сварочная проволока сплошного сечения, флюсы в герметичной упаковке при централизованном складировании в специально оборудованном помещении могут храниться без дополнительной проверки в течение одного года.
Если упаковка электродов негерметична или повреждена, то электроды должны подвергаться дополнительной проверке их свойств и использоваться в первую очередь. Дальнейшему длительному хранению такие электроды не подлежат.
Сварочную проволоку следует хранить в сухих складских помещениях в упаковке завода-изготовителя. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава. К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246-70.
Проволока, поставляемая по импорту, должна быть в мотках с рядной намоткой прямоугольного сечения массой не более 30 кг, размещенных в двойной упаковке «полиэтилен + картонная коробка».
Плавленый сварочный флюс следует хранить в сухих складских помещениях в герметичной упаковке завода-изготови теля (мешках из многослойной крафт-бумаги или металлических емкостях-контейнерах). На упаковке должны быть указаны завод-изготовитель, марка флюса, номер ГОСТа или технических условий, масса, номер партии.
Каждая партия флюса должна иметь сертификат с указанием завода-изготовителя, марки флюса, номера партии и приемо-сдаточных характеристик (состав флюса, насыпная плотность, размер зерен). В случае повреждения упаковки флюса его следует поместить для хранения в герметичную емкость, на которой необходимо указать марку флюса, номер партии и сертификата, завод (фирму) – изготовитель.
Запрещается смешивать флюсы разных марок, партий поставки и заводов-изготовителей.
Сварочные электроды с покрытием основного вида, упакованные в картонные коробки, обтянутые термоусадочной пленкой, должны быть прокалены перед сваркой при температуре 350-380°С в течение 1,5-2 ч с последующим размещением в термостатах. В случае, если по какой-либо причине прокаленные электроды находились в негерметичной емкости в течение более 8 ч, требуется их повторная прокалка. Допускается повторная прокалка до 5 раз при общем времени прокалки не более 10 ч.
С покрытием основного вида, упакованные в герметичные металлические банки, не следует прокаливать перед сваркой. Однако, в случае, если электроды из открытой металлической банки не были использованы в течение рабочей смены (~8 ч), они должны быть прокалены.
Сварочные электроды с целлюлозным покрытием зарубежного производства поставляются в герметичных металлических банках-пеналах и не требуют предварительной сушки перед использованием.
Открытые упаковки с электродами необходимо тщательно закрывать во время перерывов в сварке. При этом условии электроды пригодны к сварке в течение 24 ч (при температуре воздуха ~20°С). Если целлюлозные электроды по какой-либо причине не были использованы в течение этого промежутка времени, то они не подлежат дальнейшему использованию. Исключение составляют целлюлозные электроды фирмы «Линкольн Электрик». В случае длительного хранения на открытом воздухе и чрезмерного увлажнения, разрешается их сушка перед использованием при температуре 80-90°С в течение 10-20 мин.
6. Входной контроль гнутых отводов
6.1 Правила приемки
Приемка отводов состоит из визуального осмотра и контроля геометрических параметров. Приемке должен подвергаться каждый отвод,
При визуальном осмотре проверяют:
- наличие маркировки и ее соответствие требованиям документации;
- отсутствие вмятин, задиров и других механических повреждений на внутренней и
наружной поверхностях отводов труб; - отсутствие на торцах вмятин, забоин и расслоений;
- отсутствие повреждений антикоррозионного покрытия труб.
При контроле геометрических параметров измерениями проверяют:
- диаметр на концах отводов;
- толщину стенки отводов;
- овальность сечения;
- угол изгиба;
- минимальный радиус гибки;
- длину неизгибаемых прямых участков;
- высоту гофр;
- толщину антикоррозионного покрытия.
Дефекты антикоррозионного полиэтиленового покрытия труб и отводов ремонтируются по технологии, приведенной в РД-1390-001 -2001.
Результаты приемки считаются удовлетворительными, если полученные данные по
всем показателям соответствуют требованиям ОТТ.
6.2. Маркировка отводов
Условное обозначение отводов должно состоять из: суммарного угла изгиба, номинального наружного диаметра и толщины стенки, марка (класс прочности) стали, порядковый номер кривой, штамп ОТК.
Условное обозначение отвода должно соответствовать требованиям ГОСТ 24950-81.
6.3. Методы контроля
Для контроля линейных размеров отводов следует использовать металлические рулетки (ГОСТ 7502-98) и металлическую линейку по ГОСТ 427-75, а также штангенциркуль и другие измерительные инструменты, изготавливаемые по стандартам на этот инструмент.
Длину отвода вместе с прямолинейными участками определяют по среднеарифметическому значению измерений по выпуклой образующей с наружной стороны кривой и по вогнутой образующей с внутренней стороны кривой. Измерения производятся металлической рулеткой. Погрешность измерения ±1 мм.
Угол изгиба кривой проверяют угломером или другими измерительными приборами, позволяющими измерять угол изгиба с точностью до ±10`.
Отклонение продольного сварного шва от нейтральной плоскости отвода измеряют металлической линейкой по перпендикуляру от продольной кромки гибочного ложемента станка до сварного шва.
Овальность прямых концов отводов проверяют на расстоянии не более 250 мм от торцов изделия по максимальной разности двух взаимно перпендикулярных максимального и минимального диаметров.
Овальность гнутой части измеряют на участках первого и второго гибов, в середине отвода и на участке последнего гиба.
Шаг замера овальности гнутой части отводов должен быть для отводов диаметром 720 мм не более чем 1м.
Для измерения максимального и минимального диаметров отводов применяют металлическую линейку, а гнутой части – ведомственный измерительный инструмент.
Высоту гофр измеряют с помощью штангенциркуля и металлической линейки длиной не более 0,3 наружного диаметра трубы, устанавливаемой на ребро по вершинам гофр или одиночной гофры параллельно оси отвода.
Внешний вид отводов проверяют визуально.
6.4. Контроль изоляционного покрытия отводов
Контроль сохранности изоляционного покрытия отводов осуществляется:
Визуальным освидетельствованием с целью обнаружения дефектов и отслоений покрытия;
Проверкой диэлектрической сплошности покрытия искровым дефектоскопом согласно требованиям ГОСТ Р 51164-98;
Выборочным контролем толщины изоляционного покрытия на выпуклой стороне кривой.
Выявленные дефекты должны быть отремонтированы в соответствии с требованиями ГОСТ Р 51164-98.
На гнутые отводы, прошедшие входной контроль, должен быть составлен акт о результатах проверки изделий с занесением в журнал входного контроля.
7. Входной контроль запорной арматуры и оборудования
7.1. Порядок проведения входного контроля
Визуальный контроль
При визуальном контроле проверять:
– отсутствие повреждений заводской упаковки и соответствие требованиям данной упаковки ТУ;
– комплектность на соответствие требованиям ТУ;
– маркировку;
– наличие заглушек, обеспечивающих защиту стыковых кромок под сварку;
– наличие консервации стыковых кромок под сварку;
– отсутствие на корпусе и торцах вмятин, задиров, механических повреждений, коррозии;
– отсутствие расслоений любого размера на торцах патрубков;
– целостность защитного антикоррозионного покрытия.
Измерительный контроль
Проверка габаритных и присоединительных размеров должна проводиться с помощью средств обеспечивающих погрешность не более 30 % установленного допуска.
При измерительном контроле должны проверятся:
- габаритные и присоединительные размеры (диаметр проходного сечения, строительная длина) в соответствии ТУ;
- разделка стыковых кромок под сварку (толщина стенок) должна быть в соответствии с заказными спецификациями на задвижку;
- отклонение толщины стенки по торцам патрубков не должно превышать предельных значений, регламентируемых в ТУ;
- параллельность фланцев корпус-крышка;
При проверке габаритных и присоединительных размеров в обязательном порядке проводить контроль соответствия механической обработки патрубков и контроль корпуса и концевых частей на соответствие требований ТУ.
Таблица 7.1 Минимальные диаметры проходного сечения полнопроходной арматуры
| Номинальный диаметр | Минимальные диаметры проходного сечения полнопроходных задвижек, мм | ||||
| до PN 25 | св.PN 25 до PN 50 | св.PN 50 до PN 63 | св.PN 63 до PN 100 | ||
| 50 | 50 | 50 | 50 | 50 | |
| 65 | 65 | 65 | 65 | 65 | |
| 80 | 80 | 80 | 80 | 80 | |
| 100 | 100 | 100 | 100 | 100 | |
| 125 | 125 | 125 | 125 | 125 | |
| 150 | 150 | 150 | 150 | 150 | |
| 200 | 200 | 200 | 200 | 197 | |
| 250 | 250 | 250 | 250 | 244 | |
| 300 | 300 | 300 | 300 | 293 | |
| 350 | 331 | 331 | 335 | 335 | |
| 400 | 380 | 380 | 377 | 377 | |
| 500 | 478 | 475 | 471 | 465 | |
| 600 | 581 | 574 | 566 | 550 | |
| 700 | 680 | 674 | 656 | 637 | |
| 800 | 780 | 710 | 760 | 750 | |
| 1000 | 980 | 970 | 960 | 950 | |
| 1200 | 1180 | 1170 | 1160 | 1150 | |
8. Входной контроль изоляционных материалов
Входной контроль изоляционных материалов производится:
– при поступлении материалов на склад;
– на строительной площадке непосредственно перед применением.
Входной контроль изоляционных материалов осуществляется работниками службы снабжения, инженерно-техническими работниками генподрядчика и специалистами лаборатории контроля качества.
Входной контроль термоусаживающихся манжет
Основные показатели качества термоусаживающейся ленты (манжеты) должны соответствовать нормам, приведенным в таблицах 8.1 и 8.2.
Таблица 8.1 Геометрические параметры термоусаживающейся ленты (манжеты)
Таблица 8.2 Основные показатели качества термоусаживающейся ленты (манжеты)
Основные показатели качества замковой пластины приведены в таблице 8.3.
Таблица 8.3 Основные показатели качества замковой пластины
По показателям качества эпоксидный праймер должен соответствовать нормам, приведенным в таблице 8.4.
Таблица 8.4 Показатели качества эпоксидного праймера
| №№ |
Наименование показателя |
Норма для компонентов праймера | Метод испытаний | |
| Компонент А | Компонент Б | |||
| 1 | Внешний вид | Вязкая однородная масса черного цвета | Вязкая жидкость от желтого до темно-коричневого цвета | Визуально |
| 2 | Условная вязкость по ВЗ-6
при 40°С, минут, не более |
10 | 2 | ГОСТ 9070-75 |
| 3 | Жизнеспособность праймера
при 20°С, минут, не менее |
Секундомер | ||
| 4 | Режим отверждения при 90°С, мин. | 3-5 | Секундомер | |
Ленту, входящую в комплект манжеты принимают партиями. Партией считают количество ленты одного типа и размера, изготовленное по одной и той же рецептуре и технологии и сопровождаемое одним документом о качестве.
Каждую партию ленты, отправляемую в один адрес, сопровождают документом о качестве (паспортом), в котором указывают:
– наименование предприятия-изготовителя и (или) его товарный знак;
– условное обозначение манжеты и номер технических условий;
– номер партии;
– количество рулонов или мерных отрезков в партии;
– дату изготовления;
– штамп ОТК;
– результаты проведенных испытаний и заключение о соответствии партии требованиям настоящих технических условий;
– гигиенический сертификат.
Для проверки соответствия комплекта манжеты требованиям технических условий проводят приемо-сдаточные испытания. Приемо-сдаточные испытания проводят по показателям таблицы 1 и пп.2 – 6 таблицы 2.
Испытания проводят на трех рулонах от партии. Отбор рулонов для испытаний – по ГОСТ 18321 методом случайной выборки.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний являются окончательными и распространяются на всю партию; при отрицательных результатах повторных испытаний партию манжет бракуют.
Манжета (лента) может быть использована только после получения положительных результатов приемо-сдаточных испытаний.
Методы контроля манжет
Испытания манжет проводят при температуре (20 ± 5) °С. Время выдержки образцов перед испытаниями – не менее двух часов.
Внешний вид манжеты (ленты) определяют визуально путем сравнения с контрольным образцом в процессе изготовления партии.
Толщину манжеты измеряют толщиномером по ГОСТ 11358-89 с погрешностью 0,1 мм или микрометром МК-25 по ГОСТ 6507-90 по поперечному срезу, отступив от края манжеты на расстояние не менее 10 мм, последующие измерения – через каждые (50±1,0) мм.
По результатам измерений определяют среднее максимальное и среднее минимальное значения.
Ширину полотна манжеты определяют линейкой при ее изготовлении по ГОСТ 427-75 с погрешностью 1 мм.
Длину манжеты определяют рулеткой по ГОСТ 7502-89 с погрешностью 5 мм.
Прочность и относительное удлинение при разрыве определяют по ГОСТ 11262 на пяти образцах типа 1, вырезанных из полосы ленты в продольном направлении от каждой выбранной партии. За результат принимают среднее арифметическое пяти определений прочности и относительного удлинения. За результат испытания партии принимают минимальные значения физико-механических характеристик одного из рулонов, отобранных для испытаний.
Определение адгезии манжеты (ленты) к стали и заводскому полиэтиленовому покрытию при различных температурах испытаний или выдержке в воде, определение степени усадки, а также стойкости ленты к растрескиванию под напряжением производят согласно Приложений А, Б и В (соответственно) «Технических требований на наружные антикоррозионные покрытия на основе термоусаживающихся полимерных лент, предназначенных для изоляции сварных стыков магистральных нефтепроводов и отводов от них», утвержденных ОАО «АК «Транснефть» ОТТ-25.220.01-КТН-189-10 «Магистральный трубопроводный транспорт нефти и нефтепродуктов. Наружное антикоррозионное покрытие сварных стыков трубопроводов. Общие технические требования».
Транспортирование и хранение манжет
Рулоны ленты или ее мерные отрезки, транспортируют в вертикальном положении всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта.
Ленту (манжету) хранят в вертикальном положении в заводской упаковке в закрытых помещениях, исключающих попадание прямых солнечных лучей, на расстоянии не менее 1м от нагревательных приборов. Укладка штабеля манжет (рулонов) должна быть не более 1,5 м (трех рядов); при хранении на деревянных поддонах высота штабеля – не более четырех рядов.
Эпоксидный праймер (компонент А и компонент Б) хранят в заводской упаковке в отапливаемых помещениях при температуре окружающего воздуха от +5 до +40°С в местах, исключающих попадание влаги, прямых солнечных лучей, на расстоянии не менее 1 м от отопительных приборов.
Входной контроль битумных, битумно-полимерных, и асмольных полимерных материалов при поступлении на склад
Порядок входного контроля представлен в таблице 8.5.
Таблица 8.5 Входной контроль битумных, битумно-полимерных, и асмольных полимерных материалов при поступлении на склад
| Контролируемые параметры | Показатели контроля | Метод и приборы контроля | Периодичность контроля |
| Проверка поставляемых изоляционных мастик, оберток, грунтовок на соответствие требованиям ТУ и ГОСТ | Соответствие данных паспортов, сертификатов на изоляционные материалы требованиям ТУ или условиям контракта на импортные материалы. | Сравнение паспортных данных и характеристик по ТУ. | Каждую партию |
| Выборочно | |||
| Однородность | Визуально по сколу образца | Каждую партию | |
| Температура размягчения мастики | Приборами в лаборатории по методу КИШ ГОСТ 11503 | Каждую партию | |
| Растяжимость при 25 ºС | Соответствие параметров ГОСТ и ТУ на мастики | Приборами в лаборатории по ГОСТ 11505 | Каждую партию |
Входной контроль битумных, битумно-полимерных, и асмольных полимерных материалов на строительной площадке
Порядок входного контроля представлен в таблице 8.6.
Таблица 8.6 Входной контроль битумных, битумно-полимерных, и асмольных полимерных материалов на строительной площадке
| Контролируемые параметры | Показатели контроля | Метод и приборы контроля | Периодичность контроля |
| Соответствие температурных характеристик мастик температуре окружающего воздуха в момент нанесения | температура воздуха при нанесении битумных мастик
МБР-75 – от +15 до –15 МБР-90 – от +35 до –10; МБР-100 – от +40 до –5 ºС. Мастика БИОМ-2 – от –10 до + 40 ºС. мастика Асмол – от -25 до +40 ºС. Для остальных мастик по ТУ |
Термометром для измерения температуры воздуха | Постоянно |
| Соответствие физико-химических свойств компонентов требованиям ТУ, ГОСТ | Состав паспортных данных на компоненты ТУ | Сравнение паспортных данных и данных ТУ | |
| Компонентный состав | Весовое и объемное соответствие компонентов инструкциям и ТУ на приготовление грунтовок | При каждом приготовлении грунтовки | |
| Однородность, вязкость и плотность | Соответствие параметров ТУ на грунтовку | Визуально, вискозиметром, ареометром | Каждую партию |
| Компонентный состав
(для мастик полевого изготовления) |
Соответствие весового и объемного мастик ГОСТ | Отмериванием, взвешиванием компонентов | При дозировке каждую партию |
| Однородность | Отсутствие сгустков, посторонних включений и не покрытых битумом частиц наполнителя | Визуально по сколу образца | Каждую партию |
| Вспенивания битумной мастики | При нагреве до 130-160 град.С отсутствие вспенивания | Визуально | Каждую партию |
| Контроль температуры приготовления расплавления и перевозки ранее приготовленной мастики | Нагрев битумных мастик не более 200ºС, хранение не боле 3 часов при температуре 190-200 ºС.
Нагрев мастики Асмол не более 170 ºС, хранить не более 24 часов при температуре 100 ºС. Нагрев мастики БИОМ не боле 180 ºС. Для остальных материалов в соответствие с ГОСТ, ТУ и инструкциям на применение мастик |
Встроенными термометрами и термопарами | Непрерывно в процессе работы |
| Проверка условий и сроков хранения грунтовок, мастик, оберток | Температура и условия хранения должны соответствовать требованиям ТУ и раздела 3 настоящего регламента | Визуально, термометрами температуры окружающего воздуха | При входном контроле материалов на складе |
- ВХОДНОЙ КОНТРОЛЬ ЖЕЛЕЗОБЕТОННЫХ ПРИГРУЗОВ
При приемке пригрузов производится входной контроль поступающих изделий с регистрацией результатов в журнале входного контроля.
В ходе контроля производится:
– проверка документации на изделия, поступающие на ж.д. станцию, проверка количества в соответствии с заказом, отбраковка пригрузов по результатам визуального осмотра с составлением акта разбраковки и складирование их в отдельный штабель.
На каждую партию утяжелителей должен быть паспорт, в котором указывается:
– наименование и адрес изготовителя;
– номер и дата выдачи паспорта;
– номер партии;
– наименование и марка изделия;
– дата изготовления изделия;
– проектная марка бетона;
– отпускная прочность бетона в процентах от проектной марки;
– масса изделия;
– номер ТУ на изготовление утяжелителей.
На боковой поверхности с правой стороны вверху па расстоянии 20 см от торцевой грани каждого бетонного блока пригруза несмываемой краской должна быть нанесена маркировка:
– товарный знак предприятия-изготовителя или его краткое наименование;
– марка изделия;
– дата изготовления изделия;
– штамп технического контроля;
– масса изделия.
10. Входной контроль Электрооборудования и кабелей
При приемке оборудования в монтаж производится его осмотр, проверка комплектности (без разборки), проверка наличия и срока действия гарантий предприятий-изготовителей.
Состояние кабелей на барабанах должно быть проверено в присутствии заказчика путем наружного осмотра. Результаты осмотра оформляются актом.
При приемке сборных железобетонных конструкций воздушных линий (ВЛ) следует проверять:
- размеры элементов, положение стальных закладных деталей, а также качество поверхностей и внешний вид элементов. Указанные параметры должны соответствовать ГОСТ 13015.0-83, ГОСТ 22687.0-85, ГОСТ 24762-81, ГОСТ 26071-84, ГОСТ 23613-79, а также ПУЭ;
- наличие на поверхности железобетонных конструкций, предназначенных для установки в агрессивную среду, гидроизоляции, выполненной на предприятии-изготовителе.
Изоляторы и линейная арматура должны отвечать требованиям соответствующих государственных стандартов и технических условий. При их приемке следует проверять:
- наличие паспорта предприятия-изготовителя на каждую партию изоляторов и линейной арматуры, удостоверяющего их качество;
- отсутствие на поверхности изоляторов трещин, деформаций, раковин, сколов, повреждений глазури, а также покачивания и поворота стальной арматуры относительно цементной заделки или фарфора;
- отсутствие у линейной арматуры трещин, деформаций, раковин и повреждений оцинковки и резьбы.
Мелкие повреждения оцинковки допускается закрашивать.
Устранение дефектов и повреждений, обнаруженных при передаче электрооборудования, осуществляется в соответствии с Договором подряда на строительство.
Электрооборудование, на которое истек нормативный срок хранения, указанный в государственных стандартах или технических условиях, принимается в монтаж только после проведения предмонтажной ревизии, исправления дефектов и испытаний. Результаты проведенных работ должны быть занесены в формуляры, паспорта и другую сопроводительную документацию или должен быть составлен акт о проведении указанных работ.
Электрооборудование, изделия и материалы, принятые в монтаж, следует хранить в соответствии с требованиями государственных стандартов или технических условий.
11. Входной контроль оборудования и изделий систем автоматизации
При входном контроле оборудования, материалов и изделий проверяются комплектность, отсутствие повреждений и дефектов, сохранность окраски и специальных покрытий, сохранность пломб, наличие специального инструмента и приспособлений, поставляемых предприятиями-изготовителями.
Специализированными службами входного контроля подрядчика осуществляется проверка качества всех поступающих материалов, изделий и устройств для выполнения общестроительных, электромонтажных и других работ, предусмотренных проектом.
При установлении несоответствия поступивших материалов и оборудования ассортименту, качеству, количеству или комплектности указанным в сопроводительных документах Поставщика, а также в случаях, когда качество материально-технических ресурсов (МТР) не соответствует предъявляемым требованиям (вмятины, царапины, поломка, бой, течь жидких материалов и т.д.), комиссия осуществляет осмотр поступивших МТР, по результатам которого составляется Акт о приемке материалов установленной формы.
- ВХОДНОЙ КОНТРОЛЬ ОБОРУДОВАНИЯ КПП СОД.
12.1 Общие положения
Назначенный срок службы оборудования КПП СОД и обратных затворов от DN 50 до DN 1200 – 30 лет, если иное не установлено заводом-изготовителем.
При эксплуатации оборудования КПП СОД и обратные затворы считаются работоспособными, если:
- обеспечивается прочность и плотность материалов деталей и сварных швов, работающих под давлением;
- отсутствуют пропуск среды и потение сквозь металл и сварные швы;
- обеспечивается герметичность всех уплотнений и фланцевых соединений;
- обеспечивается герметичность затвора запорной арматуры и обратного затвора в соответствии с требованиями технической документации завода-изготовителя;
- обеспечивается (в т. ч. электроприводом арматуры) плавное перемещение, без рывков и заеданий, всех подвижных частей;
- обеспечивается отключение электропривода арматуры при достижении затвором крайних положений, а также при превышении допустимого значения крутящего момента
Оборудование КПП СОД и обратные затворы на заводе-изготовителе должны быть подвергнуты приемо-сдаточным испытания на соответствие требованиям нормативных документов.
Задвижки шиберные должны соответствовать ОТТ-23.060.30-КТН-246-08, задвижки клиновые – ОТТ-75.180.00-КТН-164-10, краны шаровые – ОТТ-75.180.00-КТН-352-09, затворы обратные – ОТТ-23.060.30-КТН-048-10.
Приемо-сдаточные испытания запорной арматуры от DN 300 до DN 1200 и обратных затворов на заводе-изготовителе должны быть проведены в присутствии представителя технического надзора по программе и методике приемо-сдаточных испытаний, включенной в Реестр ОВП в соответствии с ОР-03.120.20-КТН-100-14.
Запорная арматура, предназначенная для установки на ППМН должна проходить приемо-сдаточные испытания в присутствии представителей технического надзора
и Заказчика.
По результатам приемо-сдаточных испытаний оформляется акт приемо-сдаточных-испытаний. Форма акта должна быть установлена в программе и методике приемо-сдаточных испытаний.
12.2 Требования к проведению входного контроля запорной арматуры
Входной контроль оборудования КПП СОД и обратных затворов, при поступлении от заводов-изготовителей на вновь строящиеся объекты, проводится специалистами Заказчика в присутствии представителей технического надзора и представителей подрядной строительной организации.
Входной контроль оборудования КПП СОД включает в себя:
- испытания на герметичность;
- испытания на прочность и плотность.
Входной контроль запорной арматуры и обратных затворов от DN 300 до
DN 1200 включает в себя:
- проверку эксплуатационной и разрешительной документации;
Результаты входного контроля оборудования КПП СОД должны оформляться актом установленной формы.
Оборудования КПП СОД и обратные затворы считаются не прошедшими входной контроль, если они не соответствуют требованиям эксплуатационной документации и настоящего документа. В этом случае Заказчик направляет на завод-изготовитель акт входного контроля вместе с вызовом специалистов данного завода-изготовителя.
Участки по входному контролю ОСТ ведут учет результатов входного контроля по каждому заводу-изготовителю запорной арматуры и обратных затворов.
Оборудование КПП СОД и обратные затворы непосредственно перед монтажом должно подвергаться контролю, включающему в себя:
- проверку эксплуатационной и разрешительной документации;
Дополнительно необходимо провести:
- испытания на прочность, плотность материала корпусных деталей и сварных швов и герметичность относительно внешней среды запорной арматуры в случаях:
а) если данные испытания не будут проведены в составе трубопровода;
б) если приемо-сдаточные испытания на заводе-изготовителе были проведены без
представителя Заказчика либо с момента проведения приемо-сдаточных испытаний
до поступления на монтаж прошло более 1 года;
После проведения гидравлических испытаний и проверки на герметичность должно быть выполнено полное удаление воды из полости корпуса запорной арматуры.
Контроль оборудования КПП СОД и обратных затворов перед монтажом для вновь строящихся объектов должен проводиться специалистами Заказчика, в присутствии представителей технического надзора и подрядной строительной организации.
Контроль оборудования КПП СОД и обратных затворов перед монтажом для объектов проводится обученным и аттестованным персоналом ОСТ.
Оборудование КПП СОД и обратные затворы считаются не прошедшей контроль, если проверяемые параметры не соответствуют, требованиям эксплуатационной документации завода-изготовителя и данного регламента. Запорная арматура и обратные затворы, не прошедшие контроль, к монтажу не допускаются.
Перед монтажом оборудования КПП СОД и обратных затворов должно производиться полное удаление воды из полости корпуса.
12.3 Проверка эксплуатационной и разрешительной документации
При поступлении оборудования КПП СОД и обратных затворов в ОСТ с завода-изготовителя в комплект эксплуатационной и разрешительной документации должны входить:
- паспорт установленной формы. К паспорту прикладываются протокол результатов исправления дефектов сваркой корпусных деталей и сварных швов (при наличии исправлений), схема расположения сварных швов с указанием и росписью исполнителей (при отсутствии клеймения);
- расчёт на прочность корпусных деталей (или выписка из расчета);
- расчёт на сейсмостойкость (или выписка из расчета) (для сейсмостойкой арматуры);
- сборочные чертежи, чертежи выемных деталей (седла, уплотнение «корпус-крышка»);
- разрешительная документация (копия сертификата соответствия техническому регламенту о безопасности машин и оборудования или разрешения Ростехндазора на применение);
- руководство по эксплуатации, включающее инструкцию по монтажу и эксплуатации, раздел с рекомендациями по ремонту;
- акт приемо-сдаточных испытаний;
- копия сертификата пожарной безопасности (для арматуры, устанавливаемой на трубопроводы системы пожаротушения);
- конструкторская спецификация на арматуру;
- протокол испытаний антикоррозионного покрытия;
- упаковочный лист.
Вся документация, входящая в комплект поставки, должна быть выполнена на русском языке в одном экземпляре на каждую единицу арматуры.
В паспорте завода-изготовителя должна быть подпись с указанием фамилии, имени, отчества ответственного лица, печать представителя ОТК завода-изготовителя, представителя Заказчика и технического надзора, которые являются подтверждением соответствия арматуры требованиям ТУ на изготовление.
12.4 Визуальный контроль и измерительный контроль
При визуальном контроле оборудования КПП СОД и обратных затворов должны проверяться:
- отсутствие повреждения упаковки;
- комплектность;
- маркировка;
- наличие заглушек, обеспечивающих защиту кромок под приварку;
- наличие консервации кромок под приварку;
- отсутствие на корпусе и торцах вмятин, задиров, механических повреждений, коррозии;
- отсутствие расслоений любого размера на торцах патрубков.
При измерительном контроле должны проверяться:
- габаритные и присоединительные размеры (диаметр проходного сечения, строительная длина) на соответствие технической документации завода-изготовителя;
- разделка стыковых кромок патрубков под приварку и толщина стенок патрубков на соответствии требованиям заказных спецификаций;
- отсутствие отслоений, механических повреждений износостойкого покрытия шибера, а также рисок и задиров износостойкого покрытия шибера достигающих основного металла, контроль осуществляется визуально через патрубки задвижки при снятых заглушках.
- отклонение толщины стенки патрубков по торцам на соответствие технической документации завода-изготовителя;
- параллельность фланцев корпуса и крышки.
Измерительный контроль должен проводиться с использованием средств, обеспечивающих погрешность не более 30 % от установленного поля допуска.
12.5 Испытание на прочность, плотность материала корпусных деталей
и сварных швов и герметичность относительно внешней среды
При испытании оборудования КПП СОД и обратных затворов на прочность, плотность материала корпусных деталей и сварных швов, герметичность относительно внешней среды должны проводиться следующие операции:
- визуальный осмотр затвора арматуры;
- установка на патрубки арматуры заглушек;
- монтаж электропривода оборудования КПП СОД и настройка путевых и моментных выключателей электропривода в крайних положениях затвора «открыто – закрыто». Затвор переводится в положение «приоткрыто» на 15 % – 20 %;
- заполнение полости корпуса водой, полное удаление воздуха из полости корпуса, поднятие давления воды до 1,5РN (давление РN назначается согласно данных паспорта завода-изготовителя запорной арматуры) но не более заводского давления гидроиспытаний трубы в составе которой смонтировано оборудование КПП СОД;
- выдержка под испытательным давлением в соответствии с таблицей 1. При этом осуществляется постоянный контроль давления в корпусе по показаниям манометров, класс точности которых должен быть не ниже 0,6;
- снижение давления до PN;
- осмотр корпуса, крышки, трубопровода, сварных швов в течение времени, необходимого для осмотра на отсутствие пропуска воды через корпус, сварные швы, сальник, фланцевые соединения, разъемных соединений дренажного и спускного трубопроводов (при наличии) и «потения» через металл.
Герметичность сальникового уплотнения должна обеспечиваться при условии, что втулка сальника входит в сальниковую камеру не более чем на 30 % от своей высоты, но не менее чем на 5 мм.
Таблица 12.1 – Время выдержки испытательным давлением
| № п/п | DN | Время выдержки при испытании на прочность, мин, не менее |
Время выдержки при испытании на плотность (герметичность), мин, не менее | Время выдержки при испытании; на герметичность затвора, мин, не менее |
| 1 | 2 | 3 | 4 | 5 |
| 1 | До 100 | 10 | 5 | 2 |
| 2 | От 150 до 250 | 30 | 15 | 5 |
| 3 | От 300 до 1200 | 60 | 30 | 10 |
12.6 Испытание на герметичность затвора
При испытании оборудования КПП СОД на герметичность затвора должны проводиться следующие операции:
- установка затвора запорной арматуры в положение «приоткрыто» на 15 % – 20 %;
- установка в верхнее отверстие крышки указателя протечки (для шиберной задвижки);
- заполнение оборудования КПП СОД водой до полного удаления воздуха из полости корпуса;
- перевод затвора запорной арматуры в положение закрыто с крутящим моментом, указанным в паспорте завода-изготовителя;
- подъем давления во входном патрубке для создания перепада давления на затворе, равного 1,1∙PN, и выдержка при установившемся давлении в соответствии с таблицей 11.1;
- контроль герметичности.
Проверка герметичности затвора должна проводиться с каждой стороны.
При проверке на герметичность затвора обратных затворов проводят следующие операции:
- заполнение обратного затвора водой со стороны выходного патрубка при закрытом затворе до полного удаления воздуха из полости корпуса;
- подъем давления до 1,1∙PN в выходном патрубке при снятой заглушке на входном патрубке и выдержке при установившемся давлении не менее 10 мин.
Контроль герметичности затвора проводится: для шиберных задвижек и кранов шаровых – через указатель протечки в крышке и выходном патрубке; для клиновых задвижек, шаровых кранов, у которых отсутствует указатель протечки – в выходном и входном патрубке, для обратных затворов – во входном патрубке.
Максимально допустимые протечки в затворе приведены в таблице 11 .2. Сбор протечек осуществляется шприцем, измерение величины протечек – мензуркой с ценой деления 0,1 см 3 .
Нормы герметичности для обратных затворов приведены в таблице 11 .3.
Класс герметичности затвора указываются в паспорте завода-изготовителя.
Таблица 12. 2 – Максимально допустимые протечки в затворе запорной арматуры
Протечка в см 3 /мин
| № | Номинальный
диаметр DN |
Класс герметичности по ГОСТ Р 54808 | ||
| А | В | С | ||
| Нет видимых протечек | 0,0006·DN | 0,0018·DN | ||
| 1 | 2 | 3 | 4 | 5 |
| 1 | 50 | Нет видимых протечек | 0,03 | 0,09 |
| 2 | 80 | 0,048 | 0,144 | |
| 3 | 100 | 0,06 | 0,18 | |
| 4 | 150 | 0,09 | 0,27 | |
| 5 | 200 | 0,12 | 0,36 | |
| 6 | 250 | 0,15 | 0,45 | |
| 7 | 300 | 0,18 | 0,57 | |
| 8 | 350 | 0,21 | 0,63 | |
| 9 | 400 | 0,24 | 0,72 | |
| 10 | 500 | 0,3 | 0,9 | |
| 11 | 600 | 0,36 | 1,08 | |
| 12 | 700 | 0,42 | 1,26 | |
| 13 | 800 | 0,48 | 1,44 | |
| 14 | 1000 | 0,6 | 1,8 | |
| 15 | 1050 | 0,63 | 1,89 | |
| 16 | 1200 | 0,72 | 2,16 | |
| Примечания
1 При расчете протечек числовое значение номинального диаметра DN принимается в миллиметрах. 2 Температура испытательной воды – от 5 °С до 40 °С. 3 Погрешность измерений протечек не должна превышать: ±0,01см 3 /мин для протечек меньше или равных 0,1 см 3 /мин; ±5 % для протечек больше 0,1см 3 /мин. |
||||
Таблица 12.3 – Нормы герметичности для обратных затворов
| № | Давление номинальное PN, МПа | Пропуск среды (вода) см 3 /мин,
не более, для обратных затворов с номинальным диаметром DN |
|||||
| От 50 | От 150 | 300, | От 500 | От 800 | 1200 | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 1 | Менее 4,0 | 3 | 10 | 25 | 45 | 80 | 150 |
| 2 | 4,0 и более | 1 | 5 | 12 | 20 | 40 | 80 |
13. Лист ОЗНАКОМЛЕНИЯ
| № п.п. | ФИО | Должность работника | Дата | Подпись |
| 1. | ||||
| 2. | ||||
| 3. | ||||
| 4. | ||||
| 5. | ||||
| 6. | ||||
| 7. | ||||
| 8. | ||||
| 9. | ||||
| 10. | ||||
| 11. | ||||
| 12. | ||||
| 13. | ||||
| 14. | ||||
| 15. | ||||
| 16. | ||||
| 17. | ||||
| 18. | ||||
| 19. | ||||
| 20. | ||||
| 21. | ||||
| 22. | ||||
| 23. |
Входной контроль осуществляется подразделением ОТК (бюро входного контроля), организационная структура которого определяется в зависимости от объема работ по входному контролю. В положении о подразделении входного контроля должны быть определены основные задачи, права и обязанности работников, организационная форма проведения контроля и правила взаимоотношений с другими службами предприятия.
Для проведения входного контроля поступающей на предприятие продукции составляется перечень ее видов, перечень контролируемых параметров с указанием допусков на них, требования к средствам измерений и испытаний, описание условий проведения контроля по каждому параметру. Затем разрабатывается технология проведения контроля.
Служба входного контроля осуществляет контроль предъявляемой ей продукции и дает заключение о возможности запуска ее в производство.
Если качество продукции не соответствует предъявляемым требованиям, то составляется рекламационный акт, который предъявляется поставщику. Забракованная продукция подлежит изоляции до принятия решения по рекламации.
Входной контроль может осуществляться путем:
Проверки сопроводительной документации, упаковки и внешнего осмотра продукции – при наличии сертификата соответствия на продукцию или систему качества;
- выборочного статистического контроля поступлении продукции партиями, объем которых достаточен для получения выборок с установленными рисками потребителя и поставщика;
- сплошного контроля.
При проведении выборочного статистического контроля следует руководствоваться стандартами:
ГОСТ Р 50779.30; ГОСТ Р 50779.51; ГОСТ Р 50779.50; ГОСТ 18242 ГОСТ 188321.
Хорошо налаженный учет и анализ результатов входного контроля позволяет предприятию-потребителю оказывать методическую помощь поставщикам в деле повышения качества поставляемой ими продукции.
Контроль точности технологических процессов.
Целью контроля точности технологических процессов является получение информации, необходимой для их регулирования, оценки точности и стабильности технологических процессов, определения соответствия точностных характеристик оборудования нормам точности, установленным в нормативно – технической документации.
Контроль точности технологических процессов может проводиться, как и в процессе установившегося производства, так и при вводе нового или отремонтированного оборудования, при аттестации продукции, при проведении плановой проверки и т.п.
Точность технологического процесса может оцениваться величиной отклонения действительного значения параметра от номинального и коэффициентами точности и стабильности, которые определяются по ГОСТу 16.304 и ГОСТу 16467, а так же процентом сдачи продукции с первого предъявления, процентом возврата из цехов – потребителей и процентом рекламаций и брака.
В результате проведения контроля точности выявляются факторы, которые приводят к нарушению точности технологического процесса, устанавливается значимость влияния различных причин на точность технологического процесса, проводится расчет границ регулирования параметров технологического процесса.
В условиях серийного и массового производства контроль точности технологических процессов механической обработки проводится в соответствии с ГОСТом 16.305, согласно которому оценки точности технологических операций проводятся одним из следующих методов:
Графоаналитическим;
- оценки точности по одной реализации;
- анализа зависимостей между погрешностями обработки на двух операциях.
Методы оценки точности в условиях единичного и мелкосерийного производства регламентируются ГОСТом 16.306, а ГОСТ 16.307 устанавливает методы определения периодичности подналадки автоматического и полуавтоматического оборудования.
Инспекционный контроль.
При инспекционном контроле производится:
Систематическая оценка фактического уровня качества продукции, выявление повторяющихся дефектов, их анализ и устранение причин их появления;
- проверка эффективности работы ОТК на различных этапах производства.
Для приведения инспекционного контроля в составе ОТК организуется инспекторская группа. Работа группы осуществляется по плану, утвержденному начальником ОТК.
Инспекторская группа периодически контролирует качество продукции и влияющие на него факторы (соблюдение технологической дисциплины, качество комплектующих и т.п.). Она может проводить испытания .
Испытания продукции.
Предприятие–изготовитель проводит предварительные и приемочные испытания продукции с целью определения ее соответствия техническому заданию, требованиям нормативно–технической документации и возможности постановки продукции на производство.
Для проведения приемочных испытаний назначается комиссия, в состав которой входят представители заказчика, организации–разработчика документации, предприятия-изготовителя и органов госнадзора.
По результатам испытаний составляется протокол, в котором отмечаются данные и результаты испытаний продукции согласно программе и методике испытаний, общая оценка показателей качества продукции и другие данные.
В процессе серийного производства продукции работники ОТК проводят контрольные испытания (приемосдаточные и периодические).
Журнал входного контроля
При строительстве объекта необходимо производить входной контроль качества поступающих материалов и оборудования на соответствие указанным в проектной документации ГОСТ, ТУ и другим характеристикам (например, целостность, целостность упаковки, геометрические размеры, цвет, морозостойкость, водопроницаемость, срок годности, гарантийный срок и т.д.), при этом проверяются наличие и содержание сопроводительных документов поставщика (производителя), подтверждающих качество указанных материалов.Сам входной контроль производится до применения строительных материалов. Собственно сам смысл входного контроля заключается в выявлении не соответствующей чертежу или спецификации продукции, выявлении бракованных или некачественных материалов.
В пункте 7.1.3 СП 48.13330.2011 Организация строительства. Актуализированная редакция СНиП 12-01-2004 сказано что, "Результаты входного контроля должны быть документированы в журналах входного контроля и (или) лабораторных испытаний.
Форма журнала входного контроля
Для документов о качестве заводится отдельная папка, куда все они подшиваются. Следует своевременно вносить записи в журнал, чтобы не пришлось потом вспоминать когда что привезли. При ведении журнала обратите внимание на столбец "Условия хранения".
Некоторые изоляционные материалы, краски хранятся только при положительных температурах (В отапливаемый склад). Мелочевка (В закрытый склад). Цемент в мешках (Навес). Ж/б изделия, кирпич, песок, металлоконструкции (открытый склад). Готовая бетонная смесь, раствор - сразу в работу. В 9, 10 графе лица проводившие входной контроль расписываются.
Если материал по каким-то параметрам не соответствует проекту в журнале пишется "не годен" и почему. Возможность его применения можно попробовать согласовать с Проектировщиком и Заказчиком.
Входной контроль качества
Под входным приемочным контролем следует понимать - контроль качества и комплектности продукции при проведении сертификации или при поставке данной продукции поставщиком, к потребителю (заказчику) до начала ее передачи в строительство или эксплуатацию.Для чего необходимо проводить входной контроль качества продукции?
В первую очередь, для оценки ее соответствия по качеству и комплектности требованиям правил, технических условий, национальных стандартов, а также условий договора (контракта).
Затем с целью своевременного выявления недокомлектности, а также обнаружения внешних, внутренних или скрытых дефектов поставленной продукции.
С целью предотвращения запуска в производство, эксплуатацию, не соответствующей установленным требованиям, норм и правил, а также стандартов продукции, которая вследствие, может повлечь за собой аварийную ситуацию или разрушение с причинением вреда жизни или здоровья человека, а также имущества как физических так и юридических лиц.
Виды входного приемочного контроля:
Сплошной – 100% контроль всей серийно выпускаемой продукции;
Выборочный – это когда из выпускаемой партии отбирается образец или несколько образцов продукции;
Единичный – это входной контроль определенного количества оборудования или продукции которая поставляется партиями по контрактам (договорам).
Кто проводит входной контроль качества?
Обычно входной приемочный контроль может быть проведен:
Самостоятельно потребителем в одностороннем порядке;
потребителем совместно с поставщиком (изготовителем) продукции;
третьей независимой стороной привлекаемой обычно потребителем продукции «технический специалист Заказчика»;
органом по сертификации, испытательной лабораторией или экспертной организацией при выполнении работ связанных с выдачей сертификата соответствия.
Технология проведения входного приемочного контроля?
В первую очередь необходимо разработать и при необходимости согласовать программу или методику (карту) проведения входного приемочного контроля в которой обязательно определить методы, параметры и последовательность действия при проведении контроля продукции.
Далее необходимо определиться с местом, датой и временем в которое будет осуществлен приемочный контроль, после чего создать комиссию, в которую могут входить как представители поставщика, так и представители заказчика, а также представители экспертных организаций и иных третьих лиц, привлеченных по согласованию.
После того как все предыдущие шаги выполнены можно смело приступать к выполнению основного, а именно к проведению входного приемочного контроля, который при необходимости может быть разбит на несколько этапов а именно:
Приемка по количеству и маркировке продукции в упаковке (в коробке, ящике, контейнере и т.д.) без внутритарного осмотра, так называемая приемка по товарной накладной или упаковочному листу;
приемка сопроводительной документации на продукцию, которая помимо транспортной (отгрузочной) документации может включать в себя техническую, эксплуатационную и разрешительную документы (сертификаты, разрешения, свидетельства, экспертизы и т.д.) подтверждающие качество продукции;
визуальный осмотр и проверка комплектности продукции, выполняется после вскрытия упаковки (тары);
финальным этапом является проверка качества и гарантийных, технических характеристик и параметров продукции. Если например это рассматривать в разрезе технологического оборудования, то этот финальный этап может быть выполнен только после того как завершены монтажные работы и выполнены все пусконаладочные испытания.
Примечание. Решение о необходимости введения, ужесточения, ослабления или отмене входного контроля принимает потребитель на основании особенности, характера и назначения продукции.
Оформление результатов выполненного входного контроля?
Результатов есть несколько: положительный, отрицательный и о том, что продукция или ее отдельные устройства частично не соответствует.
Итогом проведенного входного контроля является заключение или подписанный Акт (Протокол) о том, что продукция соответствует по качеству и количеству и что потребитель претензий не имеет. С этого момента обычно начинается отчет гарантийного срока установленного продавцом. В случаях когда составлен отрицательный или частично отрицательный акт (протокол) о результатах контроля, в этой случае, за счет и силами поставщика (изготовителя) проводится доработка или замена продукции или ее детали, узла с целью достижения положительных результатов при повторном контроле, либо поставщик и потребитель при согласовании могут установить порядок возмещения убытков от дефектной или некомплектной продукции, но опять же если это предусмотрено условиями договора или иными НТД.
Акт входного контроля
Оформление акта входного контроля происходит тогда, когда на предприятие производится поставка материалов либо оборудования. Этот документ является сопроводительным листом, на основе которого происходит последующий ввод оборудования в эксплуатацию или использование материалов.Данный контроль, являясь важнейшей частью технологического процесса, в немалой степени обеспечивает бесперебойную работу организации, а также высокое качество готовой продукции. Благодаря своевременной проверке в работе используются только качественные материалы и оборудование, тем самым существенно сокращаются расходы при производстве товаров на ремонт и обслуживание производственных линий.
Входной контроль позволяет определить соответствие количества, комплектации, качества «входящей» продукции требованиям технической документации, а также при выявлении изъянов, дефектов и т.п. своевременно составить рекламации к поставщику.
Кто составляет акт входного контроля
Составлением данного документа занимаются специалисты-приемщики (инженеры, мастера участков, руководители подразделений). Во избежание претензий к содержанию акта для его оформления привлекается специально созданная комиссия (два человека и более), которые своими подписями удостоверяют все сведения, внесенные в акт. Также при некоторых условиях ко входному контролю могут привлекаться представители сторонних организаций, а также представители поставщика.
Перед тем как составить данный документ, поставленное оборудование или материалы должны пройти проверку или испытания.
После того, как контроль будет успешно пройден, уполномоченный сотрудник заполняет акт, где фиксирует тот факт, что поставленная продукция соответствует заявленным стандартам, нормативам и требованиям, а также вносит всю полученную информацию в специальный журнал. После проведения контроля материалы или оборудование поставляются в производственный отдел.
Если контроль пройден не будет, то брак также фиксируется в акте, а поставщику составляется рекламация (т.е. претензия). Дальнейшие действия могут быть различны: либо поставленная продукция возвращается обратно, либо обменивается на аналогичный товар, либо ремонтируется за счет производителя-поставщика.
Правила оформления акта входного контроля
Акт входного контроля не имеет стандартного образца, поэтому он может составляться в свободном виде или по специально разработанному внутри предприятия шаблону. Данный документ может быть написан на обычном листе формата А4.
В документе обязательно должны быть отражены следующие сведения:
Сам факт проведения входного контроля,
его дата и место,
результат проверки,
полная информация об оборудовании или материалах, прошедших проверку.
В зависимости от сложности поставленной продукции акт может быть расширен и включать в себя дополнительные пункты (об упаковке, условиях хранения, комплектации, замечаниях, дополнениях и т.д.).
Акт составляется в одном оригинальном экземпляре, но при необходимости распечатывается еще несколько копий (для всех заинтересованных сторон), каждая из которых должна быть заверена подписями членов комиссии. Заверять документ печатью необязательно, т.к. юридические лица могут не использовать в своей деятельности печати и штампы.
Инструкция по написанию акта входного контроля:
Вверху документа посередине пишется его название с коротким обозначением сути (в данном случае «входного контроля»), а также указывается город, в котором он создается и дата: число, месяц, год. Затем вписывается полное наименование предприятия, получившего товар и производящего входной контроль (с указанием его организационно-правовой формы ИП, ООО, ЗАО, ОАО).
Далее вносим список комиссии, осуществляющей проверку: указываются должности, фамилии, имена, отчества сотрудников.
Переходим к оформлению основной части. Здесь пишется о том, какое именно оборудование или материалы подверглись контролю:
Наименование,
марка,
заводской номер,
количество и пр. параметры.
Каждый вид продукции нужно указывать отдельной строкой во избежание путаницы.
Затем ставится дата поступления, а также свидетельствуется факт отсутствия изъянов, неисправностей и дефектов, в том числе соответствие технической документации.
Если к поступившей продукции имеются какие-либо претензии, это нужно также отразить в данном документе с подробным описанием.
В завершение акт подписывается всеми членами комиссии, проводившей осмотр и контроль входящего оборудования или материалов с обязательной расшифровкой подписей и указанием должностей.
Проведение входного контроля
К входному контролю допускается продукция, принятая ОТК, представительством заказчика, Государственной приемкой предприятия-поставщика и поступившая с сопроводительной документацией, оформленной в установленном порядке.При проведении входного контроля необходимо:
1) проверить сопроводительные документы, удостоверяющие качество продукции, и зарегистрировать продукцию в журналах учета результатов входного контроля;
2) проконтролировать отбор складскими работниками выборок или проб, проверить комплектность, упаковку, маркировку, внешний вид и заполнить акт отбора выборок или проб;
3) провести контроль качества продукции по технологическому процессу входного контроля или передать в соответствующее подразделение выборки или пробы для испытаний (анализов).
Подразделение, получившее на испытания (анализ) выборки или пробы, проводит испытания в установленные сроки и выдает подразделению входного контроля заключение о соответствии испытанных выборок или проб установленным требованиям.
Результаты испытаний или анализов (физико-механических свойств, химического состава, структуры и т. п.) должны быть переданы в производство вместе с проверенной продукцией.
В производство должна передаваться принятая по результатам входного контроля продукция с соответствующей отметкой в учетных или сопроводительных документах.
Допускается маркировка (клеймение) принятой продукции.
Продукция, поступившая от предприятия-поставщика до проведения входного контроля, должна храниться отдельно от принятой и забракованной входным контролем.
Забракованная при входном контроле продукция должна маркироваться «Брак» и направляться в изолятор брака.
По результатам входного контроля составляют заключение о соответствии продукции установленным требованиям и заполняют журнал учета результатов входного контроля.
В сопроводительных документах на продукцию делают отметку о проведении входного контроля и его результатах, маркируют (клеймят) продукцию, если это предусмотрено перечнем продукции, подлежащей входному контролю.
При выявлении в процессе входного контроля несоответствия установленным требованиям продукцию бракуют и возвращают поставщику с предъявлением рекламации.
При неоднократном получении недоброкачественной продукции или получении ее в крупных размерах потребитель сообщает об этом в территориальный орган Прокуратуры по месту нахождения поставщика.
По результатам входного контроля потребитель в необходимых случаях информирует о несоответствии продукции установленным требованиям министерство поставщика, представительство заказчика и (или) орган Госприемки на предприятии-поставщике, а при отсутствии последнего - территориальный орган Госстандарта по месту нахождения поставщика для принятия мер в соответствии с возложенными на них функциями.
По электро-радио изделиям, принятым представительством заказчика, информацию направляют в головной институт заказчика по этим изделиям.
Входной контроль сырья
Перед приемкой сырье взвешивается (проверка массы всего сырья), допускается приемка сырья, доставляемого в стандартной таре (мешок), по номинальной массе единицы упаковки с выборочной проверкой массы отдельных упаковок.Муку и добавки следует принимать от поставщика только при наличии сертификатов их качества, в которых должно быть отражено содержание токсичных элементов, микотоксинов и пестицидов, а также наличие патогенных микроорганизмов. В сертификате качества на добавки животного происхождения должно быть указано присутствие антибиотиков.
От каждой партии поступившего сырья отбирается средний образец для контроля качества и технологических свойств сырья. Приемка и отбор среднего образца производится в соответствии с действующими нормативными документами на соответствующий продукт.
Тара с сырьем, поступившим на предприятие (склад), должна быть чистой, сухой, крепкой и соответствовать требованиям стандартов. Качество поставляемого основного и дополнительного сырья проверяет лаборатория в соответствии с действующими нормативными документами.
Входной контроль оборудования
Входной контроль является самым первым контролем качества из трех (входной, операционный и приемочный), самым рутинным, большим по объему и сложным в исполниловке, так как на него чаще всего забивают. Перед монтажом любое изделие, оборудование, кабель или материал должен пройти входной контроль. Его на процентовку будут требовать именно на то, что вы установили и пытаетесь доказать, но лучше сделать на основное железо и материалы сразу на весь объем и не как не перед монтажом, потому как потом на это просто не будет времени. Если в начале не проверить кабель, комплектность оборудования, не найти на это все дело документы, то потом это если и возможно, то очень сложно сделать, к заказчику не предъявите никаких претензий после подписания бумажек о приемке, но если вы его хорошо провели и должным образом оформили, то это уже от трети до половины всей исполниловки.Все что сидит в спецификации должно быть отражено во входном контроле. Так же там должны быть материалы, не учтенные спецификацией (закладывает ПТО при ревизии чертежей до подписания договоров) и все что оформляется допсоглашениями, официальными изменениями (после договора).
Делается согласно ГОСТ 24297-87 Входной контроль продукции. Есть еще не утвержденная и непонятно кем разработанная ИНСТРУКЦИЯ по оформлению результатов входного контроля качества документации, материалов и оборудования. Там есть образцы заполнения Транснефтевого журнала ВК.
Карягин А.Г. Материалы для электромонтажных работ. Второе издание, переработанное (Библиотека электромонтера, выпуск 520) - Москва: «Энергоиздат»;
- Коптев А.А. Монтажные требования к электрооборудованию и материалам (Библиотека электромонтера, выпуск 539). - Москва: «Энергоиздат»;
- Горзон О.Ф. Руководство по транспортировке, приемке, складированию и хранению материалов, изделий, конструкций и оборудования в строительстве 2-е издание исправленное и дополненное.
Там найдете много такого, что приходится часто выдумывать при заполнении граф журнала ВК и отсутствии нормальных схем операционного контроля, например «условия хранения» и «контролируемые параметры».
Основная работа заключается в хождениях по складам, переписывании и изъятии документов, после чего идет сверка данных и оформление документов. Все это по порядку необходимо быстро сделать, чтобы потом не было проблем.
Кто должен проводить входной контроль при не нашей поставке вопрос сложный и спорный. Так или иначе как проводить так и оформлять ВК придется исполнителям, т.е. нам, но при этом если начинают требовать срочное проведение ВК, можно выиграть немного времени тем, что его должен проводить заказчик, или хотя бы в присутствии представителя завода-изготовителя если его нету. Свою поставку должны проводить и оформлять мы однозначно.
Входной контроль должен делать прораб или начальник участка вместе с мастерами и кладовщиком (если он есть), т.е. он дает указание проверять все мастерам, а сам все оформляет и собирает в кучу сопроводительные документы. Это его работа потому как он расписывается в накладных и актах приемки-передачи оборудования в монтаж и ему потом это списывать по ВПДМ и М-29. Если он не занимается списанием, то конечно ему будет все равно что там пришло и как принять, будет брать че попало и монтировать куда попало лишь бы сделать.
Проведение входного контроля. При входном контроле в основном проверяются:
1. Соответствие поставленных кабеля, изделий, материалов и оборудования (марки) проекту;
2. Соответствие количества проекту;
3. Отсутствие видимых дефектов и повреждений (внешний вид);
4. Комплектность оборудования или изделия;
5. Соответствие изделия техническим характеристикам, указанным в паспорте или ТУ, ГОСТ;
6. Наличие и полнота сопроводительной документации, подтверждающих тип и качество;
7. Дата изготовления по паспорту или маркировке;
8. Качество складирования.
Соответствие поставленных кабеля, изделий, материалов и оборудования (марки) проекту. Все что сидит в спецификациях проекта делится по поставкам подрядчика и заказчика. Запись в спецификации проекта «поставка заказчика» еще ни о чем не значит, это делится при подписании договора. Обычно заказчик берет на себя поставку всего сложного и дорогого оборудования, а так же кабеля длинами свыше 100м, все остальное – изделия, материалы и кабель до 100м поставляет подрядчик (если интересно, можете глянуть, как это делается согласно МДС 12-15.2003).
При заключении договора с генподрядчиком делается разделительная ведомость и подписывается 10-е приложение, по которому заказчик комплектует объект, все, что не вошло в это приложение и все что упустили (забыли включить в свою) поставляет подрядчик. 10-е приложение делается на основании самых первых измов проекта, который в процессе строительства часто меняется, а вместе с ним и марки и количество кабеля и оборудования. Это необходимо отслеживать, чтобы вовремя делать согласования.
Марка, комплектность, количество и технические характеристики оборудования проверяются по проекту в задании заводу-изготовителю. Часто в проекте есть только ссылка на задание, которое приходит от завода вместе с оборудованием, в таком случае приходится проверять соответствие оборудования заводскому заданию или спецификации. Если в марке поставленного заказчиком кабеля или оборудования стоит хотя бы одна не та буква или есть любые отличия с проектом, нужно грамотно составить письмо с указанием в чем именно несоответствия и отразить это либо во входном контроле когда уже все приняли либо не принимать это до прихода решения заказчика.
Не соответствие габаритов - ширина, высота и т.п. (что очень важно при монтаже в блок-боксе);
- не там ввод под кабель (снизу, а должен быть сверху или наоборот, даже если пришлют дырявую крышку для ввода кабеля сверху, силовому кабелю не положено проходить через весь шкаф к месту соединения, если это не предусмотрено).
Кабель, изделия и материалы поставки подрядчика обычно никто не проверяет, вы просто оформляете ВК по проекту. Сколько всего данного материала или изделий будет по всем проектам, вы можете узнать из ведомости поставки подрядчика (оформляет ПТО в офисе). Эта ведомость может отличаться от того что купили по факту ввиду замен и согласований, которые могут вам не дойти на объект. Комплектация делает на основании ведомости ПТО свою сводную с указанием точных марок, поставщиков и сроков, так что она тоже очень пригодится, особенно если ПТО не успело проставить марки. Так же удобней искать документацию, зная фактических поставщиков и имея счет-фактуру. Если то, что привезли, не совпадает с тем, что должно быть по проекту, об этом лучше умолчать, подделав сопроводительную документацию потому как такие вещи обычно заказчик не согласовывает и в крайних случаях нужно очень постараться, убедив его что то, что вы поставили или собираетесь поставить качеством лучше или не хуже проектного и что так будет быстрее и эстетичнее.
Особое внимание обратите коробам. Если в спецификации на него указаны ТУ, то технадзор может потребовать паспорт, в котором должны быть указан такие же ТУ, а так как такие дела часто изготавливает та же монтажная организация, то они могут не совпадать либо вообще не иметь их. Единственное что институт может согласовать, это длину короба, например с 3-х или 2-х метров на 2,5.
Соответствие количества проекту. Это один из важных показателей, который нужен в первую очередь руководителю проекта (начальнику участка, прорабу). Если пришла не там марка, то оно, скорее всего, согласуется, но если никто не сравнивал количество по накладным с проектом, то, или материалов и оборудования может попросту не хватить, или хапните лишнего и потом необходимо будет возвращать, потому как не сможете за него отчитаться. При этом часто бывает, что это «ушло в неизвестном направлении» и приходится покупать за чей-то счет, чтобы вернуть. Ну и конечно, если никто накладные и акты ОС-15 в одно место никто не складывает, естественно ничего в принципе не посчитаешь.
Так как проектов, по которым данного оборудования или материалов на объекте может быть множество, чтобы быстро проверить соответствие количеству, нужна сводная ведомость. По поставке заказчика можно воспользоваться десятым приложением, но лучше ее проверять с последними чертежами. Свою поставку нужно проверять по ведомости поставки материалов, которую делает ПТО, плюс к этому ведомость поставки которую делают для себя отдел МТС. Но там могут быть и будут только данные, которые были выбраны со спецификаций, а потому есть риск, что и там будут ошибки. В общем, нужно знать, что сравнивая количество, лучше пользоваться в каждом конкретном случае более точными данными. Для кабеля особый случай, поэтому лучше завести для него сводный кабельный журнал.
Отсутствие видимых дефектов и повреждений. Осматривается в первую очередь упаковка, если она цела и ее не ударили по дороге, то и то, что внутри возможно уцелело. Во вторую очередь проверяется внешний вид самого изделия, на барабане с кабелем осматривают внешние витки, на оборудовании лакокрасочное покрытие (вздутие, потертости, царапины), отсутствие вмятин и повреждений. Иногда из-за некачественного крепления оборудование внутри упаковки бьется и трется, а потом через некоторое время перестает работать, так что такое лучше документировать. Все дефекты оборудования поставки заказчика до монтажа должен устранить заказчик. При необходимости на такое сложное оборудование как трансформаторы 110-220кВ оформляется еще и специальная документация на осмотры оборудования перед разгрузкой и транспортировкой к месту монтажа.
Комплектность. Обычно оборудование приходит комплектно, его много и приходится разбираться с заданиями заводу-изготовителю или спецификациями завода, проверять ящики, соответствие упаковочным листам и накладным. Это нужно сделать быстро – у заказчика жесткие требования по срокам, в течение которых это можно и нужно сделать. Сами вы не сделаете, поэтому берите мастеров и пару рабочих таскать и вскрывать ящики и проверяйте.
Обычно встречаются такие косяки при приемке оборудования:
Отсутствие креплений оборудования или кабельных вводов к ним;
- отсутствие каких-либо частей по спецификации, хотя по накладной все прислали.
В первую очередь у вас должна быть накладная с количеством мест (железнодорожная либо дорожная) и проверить нужно количество ящиков.
Во вторую проверьте комплектность по упаковочным листам и комплектовочной ведомостью (накладной), соответствует ли то, что привезли тому, что упаковали.
В третью очередь проверяйте комплектовочную ведомость (накладную) с заданием заводу-изготовителю либо заводской спецификацией и наличие всей сопроводительной документации к оборудованию. Часто сам завод согласовывает при комплектации, какую либо замену и присылает согласование с документацией.
Представитель завода-изготовителя при этом должен обязательно присутствовать и если нужно подписаться в актах. Часто привозит с собой и вы можете у него взять комплектовочную ведомость, упаковочные листы и заказную спецификацию в Exel, что очень пригодится. Возьмите его контактные телефоны и названивайте ему в случае обнаружения каких-либо косяков, либо отсутствия документации, так будет быстрее чем через заказчика.
Соответствие изделия техническим характеристикам, указанным в паспорте или ТУ, ГОСТ. Такое для оборудования и кабеля может проверить только лаборатория. По идее измерительное оборудование перед монтажом должно пройти калибровку на стендах, что, как правило, не делается (делают эксплуатация с выдачей необходимых протоколов). По идее изготовитель сам калибрует, собирает на стендах оборудование и дает на это соответствующую документацию, а мы лишь проверяем ее наличие. Иногда в нормативке находишь требования по лабораторному контролю, это осталось еще со старых справочников, где имелся ввиду заводской контроль (например, бетона, если делается на заводе) когда был еще коммунизм и сквозная система нормативной технической документации распространялась и на них в том числе. У кабеля так же должно быть проверено сопротивление изоляции мегомметром на барабане, даже если есть паспорт или протокол испытаний, в котором эти величины указаны, хотя на счет высоковольтного кабеля хватит заводских испытаний повышенным напряжением (заказчик сам должен нанять лабораторию для этого, если нет заводского протокола). На оптический кабель перед прокладкой технадзор так же требует проверки рефлектометром, даже если есть заводские паспорта с рефлектограммами. В некоторых случаях требуется даже проверять образцы кабеля (буржуйского).
У изделия или материала проверяются (не лабораторией) геометрические размеры: у кабельных конструкций (стойки, скобы, полки, лотки, короба и комплектующие к ним), металлопроката и м/конструкций проверяются ширина, высота, длина, толщина стенки; у труб – диаметр и толщина стенки.
Наличие сопроводительной документации, подтверждающих тип и качество. Это самая большая проблема во всей исполнительной и занимает примерно от трети до половины от всей производственной документации. Все сопроводительные документы бывают двух типов – документ, выданный заводу изготовителю специальным сертификационным органом о том, что его продукция сертифицирована на соответствие каких либо норм, либо в том, что данная продукция в сертификации не нуждается.
И документ, выданный заводом-изготовителем покупателю о том, что данное изделие или партия обладает определенными свойствами и качествами. Называются все по-разному, но суть одна. По идее у вас должно быть и то и другое. Ниже приведена таблица примерного перечня изделий и необходимой документации к ним.
Сертификация. В Транснефти все поставляемое оборудование, изделия, кабель и материалы должны быть сертифицированы. Это значит, что завод-изготовитель должен сертифицировать свою продукцию в специальных центрах и получить соответствующую бумагу – либо соответствующий сертификат, либо письмо о том, что данная продукция в сертификации не нуждается. Этих сертификационных центров полно в каждом регионе и проводят сертификацию в разных системах. Найти всегда просто, в нете или у поставщика, поэтому сложности возникают в основном с паспортами.
Центры по сертификации продукции и услуг (по региону) выдают сертификаты соответствия в системе ГОСТ-Р либо письмо (справка) о том, что данная продукция сертификации в данной системе не подлежит (отказ о необходимости сертификации). Нужен, по идее абсолютно на все.
Министерство связи выдает сертификат в системе связи (ССС). Нужен на кабель и оборудование, которые выполняются на объектах подведомственным и связанным со связью.
МЧС России выдает сертификат пожарной безопасности (ССПБ). Нужно оно на не распространяющий горение (нг) и кабель LS (Lou Smoke – выделяющий мало дыма), на кабель-каналы и трубы ПВХ, на оборудование и устройства отвечающие за пожарную безопасность, которые выполняются по работам подведомственным пожарникам (АПТ, АГТ, ГПТ, ПС, СОП, СГО).
Федеральная служба по экологическому, технологическому и атомному надзору выдает разрешения на применение взрывозащищенного оборудования на территории РФ. Нужно оно на все взрывозащищенное оборудование.
Государственная санитарно эпидемиологическая служба (по региону) выдают санитарно эпидемиологическое заключение. Нужно оно в первую очередь на продукцию, которая имеет непосредственное прикосновение с людьми либо как то не хорошо может на них влиять (строительные материалы которые могут излучать радиацию, переносные приборы и т.п.)
Сертификат об утверждении типа средств измерений. Выдается на измерительное буржуйское оборудование.
Декларация о соответствии, которую выдает сам производитель (если выдал сертификационный центр то другое дело) о том, что его продукция соответствует каким-то техническим условиям по ходу дела ничего не значит, но иногда кроме нее ничего и нет.
Сертификат менеджмента качества ИСО по ходу дела так же не котируется, потому как сертификацию в этой системе пока что никто отдельно не требует, хотя нужно смотреть на что именно он дается и кем.
Отдельно комплектующие к изделиям в сертификатах обычно не прописывают (идет на все что подпадает под номенклатурный номер).
Какая именно продукция в какой системе должна сертифицироваться, точно написать не возможно, это можно увидеть на официальных сайтах сертификационных органов и сайтах организаций выпускающих продукцию. Так же начинают выпускать всевозможные перечни продукции подлежащей обязательной сертификации.
По идее институт должен проектировать в Транснефти с учетом того чтобы используемая продукция была сертифицирована, что иногда не соответствует.
Наличие одного лишь сертификата, это даже не пол дела, его можно скачать с нета или истребовать с заказчика, а вот документация, выдаваемая производителем заказчику, может потеряться и ее очень сложно найти если потеряли.
Завод-изготовитель в сертификате должен совпадать с заводом паспорта, если требуется оба документа.
Документация, выдаваемая производителем или поставщиком, так же многообразна и зависит от выпускаемой продукции. Эта документация сложнее, выдается на изделие или партию с заводскими номерами, печатями или штампами ОТК и датами изготовления. Поэтому сложнее найти, если потеряли и сложно «сделать». Требуйте эти документы в первую очередь, потому как сертификаты соответствия и пр. это ерунда которую можно найти всегда.
На материалы или изделия (металл или изделия ГЭМ) должны быть паспорта (сертификаты) качества в котором указывалось бы наименование и марка изделия, дата выпуска и номер партии, номер ТУ или ГОСТ.
Если изделие имеет какое либо отдельно нанесенное покрытие (обычно металлопрокат или м/конструкции), например цинковое, то должен быть документ о цинковании (протокол или акт, а так же сертификат завода что тот имеет право это делать).
На электроустановочные изделия (коробки, розетки, простые светильники), кабельная арматура (наконечники, бирки и пр.) обычно паспортом является этикетка и прилагать ее не нужно, или одна этикетка на партию изделий, т.е. к входному контролю прилагается только сертификат либо письмо об отказе в необходимости сертификации.
Кабель. На барабане или бухте с кабелем должна быть маркировка или этикетка с указанием заводского номера, марки, количество жил и сечение, напряжение, строительной длины, месяца и года выпуска, ТУ или ГОСТ, типа барабана, штамп ОТК и завод-изготовитель. У каждого производителя они разные, бывают бумажные, металлические или фанерные. Если кроме этого ничего и нет, то иногда приходится копировать эти этикетки и прилагать их вместе с сертификатом.
Так же должен быть протокол испытаний изоляции, который может быть совмещенным с паспортом либо другими испытаниями, на котором продублировано все, что есть на этикетке или маркировке барабана.
На силовой кабель должен быть еще протокол испытаний повышенным напряжением. На оптический – протокол или паспорт характеристик оптического волокна с рефлектограммами, там же может быть и указано сопротивление изоляции.
На кабель связи в зависимости от его типа так же должны быть документы об испытании. Оборудование. На измерительное оборудование должны быть сертификаты либо протоколы о калибровке.
Если оборудование сложное и должно собираться, то необходимы сборочные чертежи, либо инструкции по монтажу или установке, а так же протокол предварительной сборки. На что и что должно быть в эксплуатационной документации смотри в ГОСТ 2.601-2006. Должен быть обязательно паспорт, в котором либо на протоколах на оборудование должны быть данные об испытаниях.
Буржуйское. На буржуйское оборудование, изделия и кабель производители (буржуи) не выдают паспортов и на самом изделии прибита этикетка с данными: марка, серийный номер, дата изготовления, и производитель, поэтому часто приходится прилаживать такую инструкцию по монтажу (этикетку) или просто указать во входном контроле серийный номер.
Документация на иностранном языке должна быть обязательно переведена на русский и если это просмотрели вы при проверке, на сдачу вас обязательно заставят перевести все.
Необходимую сертификацию, переводы на русский язык и испытания, предварительную сборку с оформленным протоколом или актом (если она нужна) должен произвести поставщик. Иногда на систему такого оборудования поставщик выдает один формуляр, в котором есть технические данные и сертификаты на всю кучу импортного оборудования. В остальных случаях у вас должны быть бумаги на все составные укомплектованного оборудования. На буржуйский кабель должны быть технические характеристики и методики его испытаний, при этом испытания повышенным напряжением (если кабель высоковольтный) производят поставщики, либо заказчик (смотря чья поставка) должен нанять на объекте лабораторию чтобы до прокладки это было сделано.
Дата изготовления на документе о качестве не должна быть просроченной, а срок действия сертификата (на момент изготовления) не должен быть истекшим.
В системе Транснефти такие требования:
1. Оборудование, изделия, материалы или кабель должны быть изготовлены не позже одного года до момента монтажа;
2. Так же на момент покупки или поставки продукции должны действовать все сертификаты (обычно они даются заводу на 3 года).
У многих проверяющих даты на документах о качестве – основное замечание, конечно, от окончания действия пожарного сертификата кабель не может загореться, но вышеуказанное условие необходимо соблюдать (просроченный сертификат пройдет, если на паспорте стоит дата изготовления, когда этот сертификат еще действовал и этому паспорту меньше года на момент монтажа).
Качество складирования. Складирование в зависимости от необходимости бывает крытым и открытым, что отражается в журнале входного контроля (Транснефтевом). В основном специальный температурный режим (что как правило прописывается для комплекта автоматики) и отсутствие атмосферных осадков необходимо лишь для специального оборудования, все остальное закрывается в контейнеры только лишь для того чтоб не своровали.
Иногда технадзор придирается к отсутствию какого либо изделия в реестре ТУ, ТТ и ПМИ Транснефти, типа он куплен не у того поставщика. Тут ничего не сделаешь, подымайте вопрос на планерке и пускай высшее руководство меняет политику, а склонить снабженцев закупать не у своих очень сложно. Поэтому обзаводитесь этим реестром, паспортами и сертификатами именно тех производителей, которые там указаны и подделывайте. Оттянуть время можно убедив технадзора, что данный реестр сделан для внутреннего пользования комплектацией Транснефти, а не для подрядчика, потом когда все смонтируете, будет поздно останавливать работы и будут придираться о его не соответствии, что вы устраните, сделав документы.
На некоторое отечественное оборудование, такое как КРУ, разъединители для КТПБ и другого предварительно собираемого на стендах оборудования нужны протоколы о сборке, иногда даже бывает, что собирается только то, на что были такие протоколы. Организуйте изъятие заводской документации на складе до того как это попадет на объект в особенности если речь идет о линии, потому как мастеров проси или не проси – все равно потеряют или выкинут. Поговорите о такой необходимости с руководителем объекта, объясните, что на сдачу или процентовку точно возникнут проблемы, если этого не сделать.
Для очень дорогого, крупногабаритного оборудования иногда должны оформляться документы на транспортировку.
Где искать документацию поставки заказчика. Если оборудование или кабель поставки заказчика принял не правильно генподрядчик, а потом пытается вам так же передать, ничего не подписывайте пока не проверите, пускай за это отвечает и он. Документация передается подрядчику отдельно с накладной или актом приемки-передачи оборудования в монтаж или ее необходимо искать в ящиках с оборудованием (в барабанах с кабелем). Если вам заказчик говорит что вся документация есть, но она в ящиках или в барабанах – не верьте, ничего не подписывайте, где указано что документация имеется вся в комплекте и не дайте подписать вашему снабженцу или прорабу. На накладной или в акте можете приписать «документация не проверена» если вас пытаются заставить срочно подписать что-то. Если будут проблемы с комплектацией оборудования или длинами кабеля – проблемы будут у снабжения или у прораба, но если на это дело не будет каких-либо документов – проблемы будут у вас. Поэтому никогда не подписывайте сами и не дайте подписать другому в прыжке выбив ручку документ о приеме оборудования или кабеля полностью не проверив наличие всей документации. Можете возразить заказчику тем, что документация пришла в одном экземпляре, а требовать с вас могут два, лучше озвучить и это чтобы заказчик решил сдавать это в одном, чем потом копировать папок 100-300 паспортов.
Документацию на кабель требуйте с заказчика, он должен передать вам ее всю по вышеуказанной таблице, какой то один документ или этикетка с барабана или отмотки еще не значит что она у вас вся в комплекте. Если заказчик говорит что в барабане – сходите с ним к барабану, вскройте его (возьмите с собой монтировку) и ищите на внутренней стороне щеки барабана, на внешней стороне под дощечкой, на конце кабеля, а иногда даже в отверстии под «карандаш» (кладовщики запихивают, если отпало). Если документа о качестве завода в нем нет – так и укажите в накладной. Кроме того, на силовой кабель (выше 6-10-35кВ) должен обязательно быть протокол испытания повышенным напряжением, без него прокладывать не положено, а если проложат – «мало не покажется» после прокладки.
На барабанах с кабелем бывают прибиты бирки. Это маленькие кусочки из пластика, дерева либо бумаги в целлофане с данными о кабеле, бывает даже с синими печатями. Но это не паспорта и не документ об испытаниях. В зависимости от производителя бирок бывает и нет, а все данные краской нанесены на щеке барабана. Должны еще быть бумаги с данными о кабеле и произведенными испытаниями, называются они по-разному: паспорт, паспорт качества, сертификат о качестве или качества, документ или протокол об испытаниях, протокол и т.п.
Подольсккабель обычно не прибивает паспорта ни на лицевой стороне, ни внутри, а шлет с накладной (сертификат качества) и если не принесли отдельно, на барабане можете не искать – кроме одной пластиковой или деревянной бирки ничего не найдете (внутри бывает такая же бирка обозванная паспортом, это тоже ерунда).
Томсккабель прибивает паспорта на лицевой стороне, поэтому их лучше сразу снять заменив при этом скотчем на бумажку с данными о марке, длине кабеля и номере барабана потому как на бирке ничего не видно.
На бухте, обычно на веревочке висит бирка с номером партии и данными о кабеле, очень редко с ней идет паспорт с данными об испытаниях, поэтому лучше бирку снять сразу, приклеив сверху свою бумажку с данными.
Заказчик может и делает так чтобы цепочка передачи продукции и документации на нее «производитель-заказчик-генподрядчик-подрядчик-эксплуатация» оборвалась на вас и за качество и отсутствие чего-либо после подписания вами документов отвечали в итоге именно вы. По этому, самое главное не упустить вспышку и вовремя проверять комплектность, ничего не подписывать, и писать письма, если что не так.
Отсутствие того или иного документа можете оформить актом о результатах проверки изделий (в графе сопроводительная документация указываете что она отсутствует и по возможности какая именно) если конечно его кто то подпишет кроме вас, если подписали – можете предъявить этот документ с письмом-претензией заказчику (после этого он естественно такое не будет подписывать). Когда же вся документация найдена или истребована – оформите новый акт задним числом либо примите эту документацию таким же актом (такое допускается).
Если прилагаете копию документа поставки заказчика, то будьте готовы к тому, что проверяющие могут потребовать с вас заверку этой копии заказчиком, поэтому, беря сертификаты у снабженца, проследите, чтобы он сразу это не делал – сертификат понадобится еще раз, а заверка заверенной копии делать не красиво, лучше сделаете это позже.
Обязательно изымайте нестандартные ключи от шкафов и ящиков оборудования, повесив подписанную бирку, от чего он.
Техническая документация заводов-изготовителей (паспорта, инструкции по эксплуатации и монтажу, сборочная документация, софт на устанавливаемое оборудование и ЗИП). По идее это не совсем исполнительная производственная документация, иногда в ней вносятся записи (в формуляры и т.п.) или коррективы в схемы.
Если вы это потеряете в начале или процессе производства работ, то будут проблемы. Иногда комплектацию и сдачу эксплуатации технической документации на оборудование занимается сам заказчик, даже раньше писали, что это он должен делать (это можно прописать в договоре или в перечне ПСД). В принципе если уж их поставка, и они проверяют сами для себя комплектность документации, то почему бы и это не сделать за одно (типа боятся что потеряет подрядчик, и правильно делают). Но, как правило, агенты от заказчика стараются переложить это на подрядчика или генподрядчика (кстати, нам можно на генподрядчика переложить, если у них специально для этого люди есть). К этой документации будет особое внимание у эксплуатации, так как нужна в первую очередь она именно им. Техническая документация должна быть полной на все оборудование, переведено на русский язык (заказчиком или поставщиком), если оно буржуйское, сложено отдельно по оборудованию и комплектам. По поводу переводов лучше договаривайтесь письменно в договоре или других документах потому как заказчик сначала умалчивает или старается не поднимать вопрос, а потом на сдачу без них не принимает.
Получая любую документацию, сделайте реестр и расписывайтесь в акте за документацию именно по этому реестру, так вы обезопасите себя, если в этом реестре не окажется всех нужных документов.
Вытаскивая документацию из ящиков с оборудованием или из шкафа, так же складывайте все в отдельные пакеты (потом в папки), обязательно указав на нем, откуда документация (например, №шкафа или ячейки).
Сразу всю ее сложите в отдельные папки, и подпишите их по какому они оборудованию, проекту и ПИДу эта документация, чтобы не разбираться потом (потом не разберетесь это точно). Если документация собрана поставщиком в папку, лучше не разбирайте ее, а оставьте как есть.
Часто документация прикреплена к самому оборудованию, не потеряйте ее при монтаже и сборке, делая обход объекта, почаще заглядывайте в шкафы, ящики, осматривайте оборудование в поисках таких документов (обычно в целлофановых пакетиках привязаны). Возьмите в привычку подымать все бумажки с земли на объекте (только на объекте), так же проверяйте пустую тару и упаковку от оборудования, пустые барабаны – там могут лежать не вынутые паспорта и этикетки. На одном объекте нашел в туалете заготовленные для подтирания паспорта на кабель, кто его знает зачем это нужно когда рядом туалетной бумаги полно.
Технической документации заводов-изготовителей на оборудование, как правило, вдвое больше чем папок с производственной документацией. Есть два способа ее сдачи – со всей приемо-сдаточной документацией или отдельно представителю эксплуатации (энергетику, инженеру АСУ, мастеру ВЛ и ЭХЗ). Если вы ее сразу разложили, проверили полноту ее наличия и сделали реестры, то на сдачу вместе со всей ПСД будет удобно сдавать эту кучу папок до того как вы подготовите производственную и к вам будет меньше замечаний что вы вообще ничего не сдаете. Но лучше конечно сдать ее отдельно в виду того, что могут потребовать делать на все это копии, при этом проверяя и ее полноту и наличие переводов с буржуйского.
Где искать документацию поставки подрядчика. Много материалов приходится покупать на месте в ближайшем городе, например металл, метизы, всякую мелочь, за этим следует следить и требовать от снабженца сразу же, когда он привезет что-либо без документов о качестве и потом периодически напоминать, освежая ему память. Когда он приносит кучу паспортов и сертификатов, говоря, я все передал и потом не говори, что я ничего не давал, требуйте накладную или счет-фактуру и проверяйте по ней. Обычно сами снабженцы не знают, что на самом деле должно быть из документации на какое-либо изделие, не требуют это с заводов или с поставщиков, а те в свою очередь предоставляют сертификат соответствия или письмо об отказе в необходимости сертификации. Распечатайте и дайте в зубы снабженцу вышеприведенную табличку, объясните, что существует два типа документации и должны быть оба, пускай работает. Много материалов берется прямо на объекте у строителей (либо покупается, либо берется в долг, либо просто берется), вы в свою очередь должны не упустить этот момент и найти у генподрядчика или субподрядных организаций документацию на это дело, поэтому имейте хорошие отношения со всеми на стройке. Периодически захаживайте к генподрядчику и просматривайте толстенные папки с сертификатами и прочими бумажками в поисках необходимой вам документации: швеллер, труба, арматура к ней, электроды, стальные листы, профиля всякие, краска, кирпич, песок и т.п. (все у них есть).
Если изделие или материал пришли напрямую с вашей базы, офиса или другого объекта сразу же проверяйте документацию, если нет – бейте тревогу, звоните снабжению, внятно требуйте от него чего хотите, не получается – звоните своему начальнику группы, на другие объекты (там может быть подобное) или напрямую заводу (по накладной или счету фактуре). Предупредите начальника участка, что без этого не видать процентовки. Если документы потерял кладовщик, то это проблемы комплектации, которой он подчиняется, если документы потерял мастер, то это проблемы прораба или начальника участка, но только если об этом стало вовремя известно, иначе во всех случаях потери это будет ваша проблема.
Если ни один вариант не прошел – «ищите» бумаги. Полазьте в нете в поисках сертификатов, заводы-изготовители обычно их выкладывают для ознакомления. Как правило, большинство документов приходят либо с истекшей датой, либо марка немного не та, либо ГОСТ или ТУ не те. Для этого, с каждого объекта я вожу с собой целые базы отсканированных сертификатов, паспортов, Paint и другие полезные программки. Данные для поисков берите о заводах-изготовителях с этикеток и табличек. В общем, на это дело уходит большинство времени.
Заверка копий. Заверять нужно только копии, а документ на котором есть синие печати и подписи, заверять не нужно.
Если документ, подтверждающий тип и качество продукции вашей поставки, то лучше приложить копию (типа такая политика у организации). Так удобнее и ненужных вопросов типа: «а че там - копия, а там – оригинал?» у проверяющих не будет, тем более таких одинаковых документов у вас может быть множество по разным проектам (подобъектам). Если документ поставки заказчика, то он должен быть заверен поставщиком или, в крайнем случае, заказчиком. Копии этих документов необходимых для разных проектов так же заверяйте заказчиком, поэтому если берете у заказчика копию, сразу ее им не заверяйте, чтобы потом ее размножить и заверить у него (копия копии как то некрасиво смотрится). Так же некоторые документы небольших размеров, которые невозможно прошить и пронумеровать в папке лучше откопировать.
Штампом «копия верна» вы не заверяете документ, а облегчаете себе надпись, поэтому должна быть еще и синяя круглая гербовая или специальная для этого дела печать. Согласно ГОСТ Р 6.30-2003 п.3.26: «При заверении соответствия копии документа подлиннику ниже реквизита «Подпись» проставляют заверительную надпись: «Верно»; должность лица, заверившего копию; личную подпись; расшифровку подписи (инициалы, фамилию); дату заверения. Допускается копию документа заверять печатью, определяемой по усмотрению организации».
Поэтому заверять может только тот, на кого выписана эта печать, т.е. у кого есть доверенность, а всякие там подписи инженеров ПТО еще и с простыми штампиками «КОПИЯ ВЕРНА» не действительны хоть и часто проканывает.
Оформление результатов. Собрав необходимую информацию о начатых и выполненных работах по определенным проектам, начните делать ВК м/конструкций и изделий ГЭМ. На поставку заказчика ВК лучше оформить по факту как положено, чтобы потом не было претензий к вам.
Акт ВК (акт о результатах проверки изделий) подтверждает только соответствие продукции проектной документации, ГОСТу/ТУ и наличие сопроводительной документации, подтверждающей тип и качество продукции. Дефекты, выявленные сразу при приемке, либо в процессе ПНР оформляются другим документом.
Форму акта, если в перечне на данные виды работ отсутствует образец, возьмите за основу «Акт о результатах проверки изделий» по форме 3.3 ВСН012-88 ч.2. В принципе, этот акт является текущим и в исполниловку по перечню не прикладывается, но если у вас его не будет, могут возникнуть проблемы (как правило, я его прикладываю в исполниловку). По таким видам работ как ПС, СОП, СОП, СГО и охранка есть свой акт ВК (для оборудования и приборов) – по приложению 3 РД 78.145-93, оборудование и приборы оформляйте им дополнительно. Есть еще акт приемки электрооборудования в монтаж форма 3.8 ВСН012-88 ч.2, этот акт нужен для комплектации оборудованием ЭХЗ по пикетажу трассы, что на локальном объекте не требуется, поэтому сразу отмазывайтесь от него. Никогда не меняйте форму и текстовку акта, его подстрочников, ничего не добавляйте в шаблоны форм, если сильно приспичило и это не противоречит ВСН, зачеркните и рядом допишите от руки или прямо в электронке – такое допускается. Заполните шаблон акта в электронке, распечатайте в необходимых экземплярах, приложите к ним документы о качестве изделия, подпишите всеми и только после этого можете заполнять журнал ВК. При этом паспорта и руководства на оборудование не подкладывайте (ограничьтесь сертификатами), а укажите их в акте и сложите в отдельные папки.
В наименовании изделия указывайте его наименование (сокращенно) и марку (полностью) желательно так как указано в спецификации, потому как часто в спецификации расписано например: Кабель силовой с медными жилами, с изоляцией и оболочкой из поливинилхлоридного пластиката, не распространяющей горение… 0,66кВ, 4х6 мм2 (ВВГнг). Достаточно «кабель ВВГнг 4х6 0,66 -400м». В связи с тем, что Транснефть по ходу дела начала запрещать проектным институтам рекламу изделий заводов прописывая в нем марки, на что сидел отдельный человек (хотя требуют приобретение с учетом перечня ТУ и ПМИ Транснефти), вам один хер нужно прописать ту марку изделия которую купили на объект, а не как прописано в спецификации типа аналога.
Объем проставляйте либо на объем по спецификации проекта либо на тот объем, который пришел. Некоторые материалы или изделия одинаковы по нескольким проектам, в таком случае ставьте тот объем, который указан по спецификации. Если пришел кабель одной строительной длиной на несколько проектов, ставьте строительную длину (потому что в паспорте или протоколе испытаний указана именно эта длина, в принципе больше можно – меньше нельзя).
Единицу измерения пишете либо такую же, как в спецификации если по факту совпадает, либо такую как в накладной, но общим количеством.
Иногда некоторое оборудование или изделия (когда нет на это отдельных документов) можно объединить входным контролем с тем, на что есть документы (типа комплект), но лучше такого не делать.
Материалы и изделия. Объединять разные материалы, изделия или конструкции в акте можно если на них есть общее ТУ или ГОСТ. Например, в одном акте можно прописать стойки+полки+скобы сборных кабельных конструкций; лотки или короба с крышками и угловыми секциями. Отдельно на метизы к ним я тоже стараюсь ничего не оформлять и, если они указаны в спецификации, пишу лоток или короб в комплекте.
Если не совпадает длина одного изделия с проектной (например, труба БНТ100 или короб), то можете оформить общей длиной в метрах не указывая длину конкретного изделия как в спецификации (в штуках), при этом комплектующие (крышки, соединители, перегородки, метизы) пишите в комплекте, а другие марки (ответвления, повороты, подъемы, спуски короба) в штуках.
Оборудование. В акте прописывается заводской или серийный номер (если он прописан в сопроводительном документе). Сходное оборудование (по марке) оформляется одним актом (с перечислением всех заводских номеров).
Если оборудование передано как «комплект» в наименовании пишется так же, но добавляется «согласно прилагаемой ведомости», в которой расписываете этот комплект полностью и прилагаете к акту. Иногда очень удобно так оформлять, если нашли не все сопроводительные документы к каждой части комплекта.
Если сопроводительной документации достаточно много, так же расписываете ее в ведомости, и в разделах про сопроводительную документацию также пишется «согласно прилагаемой ведомости сопроводительной документации». Ведомости составляются по форме примерно как реестр, только вместо страницы по списку пишите количество листов либо экз., подписываются и прикладываются к акту ВК. Документация согласно ведомости подшивается в отдельную папку с оформлением реестра на основе ведомости.
В принципе на поставку заказчика акт о результатах проверки изделия или акт ВК не является главным, такое передается актом приемки-передачи оборудования в монтаж. Кабель оформляется на каждую строительную длину (барабан, бухта или отмотка) по маркам и количеству жил, т.е. в одном акте можно оформить кабель только одной марки (можно несколько барабанов).
Нужны документы:
Сертификат качества/соответствия (приходит с накладной или качается с инета);
- Паспорт или заводской протокол проверки сопротивления изоляции (идет с барабаном, в бумаге обычно прописан №бар, стоит штамп ОТК).
При отсутствии зав. протокола данные по кабелю переписываются с барабана и подделывается протокол.
Обязательно в акт вписывается строительная длина по номерам барабанов, или пишется отмотка или бухта б/н.
Кабель поставки подрядчика (обычно его в контракте не много) иногда группируется со всех спецификаций в общие длины и подделывается один протокол на строительную длину (в разумных приделах). «Сделанный» протокол копируется на подобъекты и оформляется акт ВК на каждый подобъект с длиной по соответствующей спецификации/ведомости (типа нас закомплектовали одним барабаном – меньше гемара).
Кабель поставки заказчика оформляется строго по барабанам после подписания накладной о передаче подрядчику (хотя проверить никто не сможет – накладные в ИД не подшиваются).
Так же, при получении и оформлении кабеля поставки заказчика для слаботочных сетей необходимо посмотреть длины линий кабеля по кабельному журналу, чтобы строительной длины кабеля (на барабане или отмотке) хватило на одну и более длин линий, т.е. с таким учетом чтобы не было соединительных муфт (в автоматизации и АПТ это недопустимо, хотя делается постоянно), при необходимости напишите письмо по этому поводу.
Протокол осмотра и проверки сопротивления кабеля на барабане перед прокладкой делается обычно тем же днем что и акт ВК (обычно сразу вместе с актом ВК).
Все, кто участвует (подписывает ВК – акты и журнал) должны иметь аттестацию ВИК с копиями удостоверений и протоколов в разрешительной документации, хотя, как правило, такое удостоверение достаточно будет на лицо осуществляющее контроль.
Акт ВК подписывают:
Представитель контроля качества;
- Подрядчик;
- Технический надзор (часто не подписывает в строке где в форме акта указан Заказчик, а подписывает снизу типа «подтверждение процедуры ВК») если доказали что это он и есть.
Журналы ВК ведите по проектно (так же как и комплектуете общие журналы), так вам придется меньше переделывать и будет меньше путаницы.
Заполняете его на основании подписанных актов. Графу «контролируемые параметры» заполняете по технологической карте на входной контроль, а если там не достаточно информации, либо ее нет - на основании паспорта на изделие или руководства по эксплуатации. В графе «Результаты» пишете номер акта, по которому это делалось и слово «соответствует». Сейчас проверяющие больше внимания уделяют журналу, а не актам о результатах проверки изделий потому как они по перечню не требуются.
В журнале расписывается начальник участка или прораб и мастер. Иногда в журнале ВК (нужно уточнить) в позиции «контроллер» подписывается «НЕ НАШ», хотя, как правило, достаточно представителя строительного контроля генподрядчика или с нашей стороны имеющего ВИК.
Входной контроль должны пройти все материалы, изделия, кабель и оборудования, как поставки подрядчика, так и поставки заказчика в полном объеме по спецификации включая ЗИП (даже на то, чего не было и не будет по факту). Главное чтобы ВК прошел раньше или в тот же день монтажа (по бумагам), поэтому проверьте все. Иногда в спецификации нет песка для постели и присыпки кабеля в траншее, а по проекту требуется – высчитайте примерное его количество и сделайте ВК на весь объем или разделите на несколько частей для убедительности (для технадзера).
Оформление дефектов. Выявленные дефекты оборудования выявляются либо при приемке оборудования (видимые) и отражаются в акте о результатах проверки изделий и журнале ВК. Либо в процессе его монтажа и пуско-наладки, производится с представителем завода-изготовителя (иначе завод претензии может не принять).
Поэтому сразу же узнайте, можно ли вскрывать ящики с оборудованием без представителя завода-изготовителя. Акт заполняется по форме ОС-16. Если вы его оформили, о нем все знают, и вы собираетесь приложить его в ИД, то обязательно должен быть при этом акт об устранении этих дефектов, если его не будет, то лучше ОС-16 не прикладывать в ИД.
Обычно заказчик сразу оформляет акт о выявленных дефектах, в котором пишут что все хорошо, в полном комплекте вместе с документацией, но этот акт нужен еще и для оформления выявленных дефектов в процессе монтажа и пуско-наладки (что сразу не выявишь) согласно Постановления Госкомстата России № 7. Так что заказчик не отмажется от дефектов, если при входном контроле они были не выявлены.
Очень часто приходит что-либо не то, с дефектами или без документации. Много чего можно исправить на месте и по возможности всегда так и делается. Если эти косяки потом точно не всплывут и это не повесят на монтажников (раз дефектов не было, то косяк в монтаже), то лучше не подымать бучу, а сделать как говорят. Если есть риски того, что могут косяки повесить на нас, то лучше оформить как положено. Оформить актом о результатах проверки изделий можно все включая и отсутствие сопроводительной документации. Актом о выявленных дефектах можно и нужно оформлять дефекты, которые невозможно было выявить сразу, а только при испытаниях и ПНР (не работающее оборудование и т.п.). В журнале ВК можно указать, что к монтажу пригоден после контроля наличия отсутствующей сопроводительной документации, а потом провести отдельный ВК на пришедшую документацию. Либо вообще к монтажу не пригоден, если дефекты критические.
Входной контроль документации
При входном контроле рабочей документации должна производиться проверка ее комплектности и достаточности содержащейся в ней информации для производства работ.Поступившие на строительство чертежи и сметы должны быть зарегистрированы в специальных журналах генподрядчика.
Требования по составу и комплектности рабочей документации для нового строительства и реконструкции существующих сооружений определяются разделами 3 и 4 главы СНиП 1.02.01-85.
В соответствии с п. 3.1 главы СНиП 1.02.01-85 и п. 7.9 главы СНиП 3.01.01-85 в состав общих данных по рабочим чертежам проектные организации-разработчики должны включать перечни:
Видов работ, для которых необходимо составление актов освидетельствования скрытых работ;
- ответственных конструкций, подлежащих приемке в процессе строительства.
Рабочие чертежи и организационно-технологическая документация (ПОС, ППР) должны регистрироваться в специальном журнале.
Принятая документация направляется на строительную площадку с отметкой «К производству работ» и подписью главного инженера.
Отступление от выданных заказчиком к производству работ рабочих чертежей возводимого сооружения и вспомогательных конструкций и устройств, вызванное уточнением условий производства работ, допускается только по согласованию с заказчиком и проектной организацией с внесением соответствующих изменений в рабочие чертежи.
При входном контроле рабочей документации проверку производят работники технического и производственно-технического отдела строительных организаций. Замечания по проектно-сметной документации и организационно-технологической документации оформляются в виде заключения для предъявления через заказчика проектной организации. Принятая без замечаний документация передается на строительную площадку с учетом.
На каждом объекте строительства надлежит:
Вести общий журнал работ по форме, приведенной в приложении 6, специальные журналы по отдельным видам работ, перечень которых устанавливается генподрядчиком по согласованию с субподрядными организациями и заказчиком, и журнал авторского Надзора проектных организаций (при его наличии);
- составлять акты освидетельствования скрытых работ, промежуточной приемки ответственных конструкций;
- оформлять другую техническую документацию, предусмотренную СНиП по отдельным видам работ, и исполнительную документацию - комплект рабочих чертежей с надписями о соответствии выполненных в натуре работ этим чертежам или внесенным в них по согласованию с проектной организацией изменениям, согласованными лицами, ответственными за производство строительно-монтажных работ.
Общий журнал работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения и условия производства строительно-монтажных работ.
Общий журнал работ ведется на строительстве (при реконструкции, расширении) отдельных или групп однотипных одновременно строящихся сооружений, расположенных в пределах одной строительном площадки. При строительстве искусственных сооружений, входящих в титул железнодорожной линии или автомобильной дороги, общий журнал может вестись для группы одновременно возводимых малых мостов, находящихся под руководством одного производителя работ.
При строительстве средних мостов, а также больших мостов общий журнал работ необходимо вести на каждом объекте.
При строительстве больших мостов, имеющих оформленные приказом участки работ, общий журнал допускается вести на каждом участке строительства. Общий журнал работ ведет лицо, ответственное за строительство объекта (производитель работ, старший производитель работ) и заполняет его с первого дня работы на объекте лично или поручает заполнение руководителям смены.
Титульный лист журнала заполняется до начала строительства производственно-техническим отделом подразделения.
Список инженерно-технического персонала, занятого на строительстве, составляет руководитель подразделения.
В табл. 2 журнала приводится в календарном порядке перечень всех актов промежуточной приемки ответственных конструкций и освидетельствования скрытых работ строящегося объекта. Этот перечень должен составляться производственно-техническим отделом совместно с представителем проектной организации с учетом пп. 1.32. и 1.34 «Пособия»
В табл. 3 журнала - «Результаты операционного контроля качества строительно-монтажных работ» включаются все работы по частям и элементам сооружений, качество которых контролируется.
Табл. 4 - «Перечень специальных журналов работ» заполняет лицо, ответственное за ведение общего журнала работ. В нее вносятся наименования специальных журналов и фамилии лиц, ответственных за их ведение. После окончания специальных работ, например, монтажных, в таблице делается отметка о сдаче журнала с подписью должностного лица, сдающего и принимающего журнал.
Регулярные сведения о производстве работ (с начала и до их окончания), включаемые в табл. 5 - «Сведения о производстве работ», - являются основной частью журнала. В ней должны приводиться сведения о начале и окончании работ с отражением хода их выполнения.
Описание работы должно производиться по всем конструктивным элементам сооружения по мере его возведения с указанием места производства работ по высоте и по расположению на плане с привязкой к осям и со ссылкой на рабочие чертежи. Здесь же должны приводиться краткие сведения о методах производства работ, применяемых материалах, изделиях и конструкциях, простоях строительных машин (с указанием принятых мер), отступлении от рабочих чертежей (с указанием причин) и их согласовании, изменении расположения охранных, защитных и сигнальных ограждений, переносе транспортных и пожарных проездов, прокладке и разборке временных инженерных сооружений, наличии и выполнении схем операционного контроля качества, результаты геодезической инструментальной проверки при операционном контроле качества, данные об исправлениях или переделках выполненных работ с указанием виновных, а также о метеорологических и других особых условиях производства работ. Если журнал выдан для группы мостов, то записи надлежит вести для каждого сооружения отдельно. В журнале, выданном для больших и средних мостов, описание работ рекомендуется вести раздельно по укрупненным конструктивным элементам с выделением для каждого элемента необходимого количества страниц журнала.
Работы по возведению временных сооружений, а также подготовительные работы фиксируются в журнале по датам начала и окончания.
В табл. 6 журнала - «Ведомость поступления технической документации» - лицо, ответственное за ведение журнала, записывает номера чертежей и других документов, поступивших из производственно-технического отдела на объект.
В табл. 7 журнала - «Замечания контролирующих органов и служб» вносятся замечания лиц, контролирующих производство и безопасность работа соответствии с предоставленными им правами, а также уполномоченных представителей проектной организации или ее авторского надзора. Общий журнал работ должен быть прошнурован, оформлен всеми подписями на титульном листе и скреплен подписью и печатью выдавшей его строительной организации.
Производители работ строительно-монтажных организаций и представитель заказчика обязаны фиксировать в журнале авторского надзора исполнение указаний работников проектных организаций, осуществляющих авторский надзор. Ответственность за своевременное и качественное исполнение требований авторского надзора, а также за сохранность и содержание в надлежащем виде журнала несет руководитель генподрядной организации или назначаемый его приказом ответственный представитель организации. После приемки объекта в эксплуатацию генеральный подрядчик должен передать журнал авторского надзора заказчику.
Данные о производстве отдельных видов строительно-монтажных работ следует ежедневно вносить в соответствующие специальные журналы, предусмотренные действующими главами СНиП и перечисленные в настоящем «Пособии».
Специальные журналы работ выдаются руководителям работ производственно-техническим отделом строительства с заполненным титульным листом и с указанием количества прошнурованных и пронумерованных листов. Журнал должен быть зарегистрирован и при выдаче подписан руководителем организации, выдавшей журнал. Полученные на производство журналы хранятся во время выполнения работ у лиц, ответственных за их ведение, а во время перерывов - у начальников участков.
Новые журналы могут выдаваться только после сдачи в установленном порядке законченных журналов, которые являются основными документами, предъявляемыми при сдаче объектов в эксплуатацию.
При заполнении журналов работ необходимо иметь в виду, что записи в них должны производиться либо непосредственно у места ведения работ, например, при погружении свай, оболочек, шпунта, либо в конце смены при ведении сменных журналов отдельных видов работ.
Запрещается ведение черновых записей на отдельных листах, тетрадях и т.п. с последующим переписыванием данных в журнал.
Указания по ведению журнала приведены в соответствующих главах «Пособия». При сдаче законченного строительством объекта в эксплуатацию общий и специальный журналы работ предъявляются рабочей комиссии и после приемки объекта в эксплуатацию передаются на хранение заказчику или по его поручению эксплуатационной организации.
Акты освидетельствования скрытых работ и приемки ответственных конструкций составляются с учетом указаний в последующих главах «Пособия».
Каждому акту должен быть присвоен номер, который должен соответствовать номеру по перечню общего журнала работ.
Входной контроль труб
Входной контроль труб и соединительных деталей следует производить в соответствии с требованиями СНиП 3.01.01.-85.При входном контроле труб и соединительных деталей следует предусматривать проверку:
1. Размер труб;
2. Номер и дату технических условий;
3. Марку стали;
4. Номер партии;
5. Результаты механических испытаний с указанием, к каким номерам плавок относятся данные испытания;
6. Результаты гидравлических испытаний;
7. Результат рентгеновского исследования (по необходимости).
На внутренней поверхности каждой трубы на расстоянии 500 мм от одного из концов несмываемой краской должна быть нанесена маркировка:
Завода-изготовителя;
номер плавки;
номинальные размеры;
номер трубы;
месяц и год изготовления трубы;
эквивалент углерода.
На наружной поверхности труб, на расстоянии 100 мм от конца трубы, клеймами должны быть выбиты следующие данные:
Номер трубы;
фирменный знак завода.
После проверки соответствия применения труб для данного строительства по сертификату проводят визуально-измерительный контроль.
На поверхности труб не допускаются:
Трещины, рванины, закаты любых размеров;
царапины, риски и задиры глубиной более 0,4 мм;
местные перегибы, гофры и вмятины;
расслоение на концах труб.
Если обнаружены расслоения, от по результатам дополнительного ультразвукового контроля концы труб с расслоением подлежат вырезке. В местах, пораженных коррозией, толщина стенки труб или деталей не должна выходить за пределы минусовых допусков, установленных техническими условиями на поставку. Замер толщины стенки на этом участке необходимо выполнить с помощью ультразвукового толщиномера с точностью не менее 0,1 мм.
Трубы считаются пригодными при условии, что:
Менее 200 мм от торца не превышают для труб диаметром см. ГОСТ 10705-80,20295-80.3262-75 и др.
отклонения толщины стенки по торцам не превышают предельных значений, регламентируемых соответствующими ГОСТ 10705-80,20295-80,3262-75 и др.
овальность бесшовных труб не выводит их наружный диаметр за предельные отклонения, ГОСТ 10705-80,20295-80,3262-75 и др.
кривизна труб не превышает 1,5 мм на 1 м длины, а общая кривизна - не более 0,2% длины трубы, косина реза торцов труб не превышает 2,0 мм.
Допускается производить зачистку на поверхности труб и деталей царапин, рисок и задиров глубиной свыше 5% толщины, а также участков поверхности пораженных коррозией при условии, что толщина стенки после устранения дефектов не будет выходить за пределы установленных допусков.
Допускается исправление на торцах труб плавных вмятин глубиной не более 3,5% от диаметра трубы. Правка должна осуществляться безударными разжимными устройствами. При температуре окружающего воздуха ниже 5 град. С, а на трубах класса прочности к 42 и выше - независимо от температуры окружающего воздуха, правка должна выполняться с обязательным подогревом на 100 - 150 град. С.
Допускается ремонт сваркой дефектов кромок труб (забоин, задиров) глубиной не более 5 мм с последующей механической зачисткой мест исправления дефектов до восстановления необходимого скоса кромок.
Разбраковка труб производится представителями строительно-монтажной организации, заказчика, технического надзора заказчика.
На выбракованные трубы составляется акт, в котором должны содержаться следующие данные:
Наименование завода-поставщика;
Диаметр и толщина стенки труб;
Марка стали;
Номер сертификата, трубы, плавки;
Дата поступления труб и время их обследования;
Точное наименование обнаруженных дефектов, их конфигурация и расположениие;
Возможность использования труб для данного строительства.
Контроль качества труб не завершается осмотром на разгрузочной площадке. Наблюдение за состоянием труб продолжается во время всего периода строительства трубопровода.
При приемке труб с заводским изоляционным покрытием также проверяется состояние покрытия визуальным методом, а при необходимости - приборным методом (с помощью искрового дефектоскопа).
При обнаружении повреждений составляется акт, в котором приводятся следующие данные:
Место и дата освидетельствования изоляционного покрытия труб;
Номер трубы и месторасположение дефекта;
Тип дефекта (глубина, площадь).
Результаты входного контроля
По результатам входного контроля рекомендуется составлять заключение о соответствии продукции установленным требованиям и заполнять журнал учета результатов входного контроля.Данные протокола контроля, анализа или испытаний контролер должен тщательно сверить с технической документацией на продукцию и в сопроводительных документах на продукцию сделать отметку о проведении входного контроля и его результатах, промаркировать (клеймить) продукцию, если это предусмотрено перечнем продукции, подлежащей входному контролю.
При соответствии продукции установленным требованиям подразделение входного контроля принимает решение о передаче ее в производство.
При выявлении брака или некомплектности поставки продукции подразделение входного контроля составляет акт на брак или некомплектность поставки.
Предприятие-поставщик, получив рекламационный акт, проводит необходимые исследования причин несоответствия продукции требованиям нормативно-технической документации, согласовывает с потребителем и высылает потребителю акт исследования с указанием проведенных мероприятий по устранению причин отмеченных в рекламации с заключением об эффективности принятых мер.
ОТК необходимо систематически информировать поставщика о результатах входного контроля.
Поставщик по согласованию с потребителем разрабатывает и реализовывает мероприятия, направленные на повышение качества продукции.
На основании данных о фактическом уровне качества поставляемой продукции, накопленных подразделением входного контроля, ОГК, ОГТ, ОМТС и др., ОТК вносят в установленном порядке предложения по повышению уровня ее качества и, при необходимости, пересмотру нормативно-технической документации.
Предложения-заявки по пересмотру нормативно-технической документации долины иметь отметки: "по результатам входного контроля".
В случае забракования продукции в цехе по вше поставщика (скрытый дефект) составляется дефектный акт, по которому продукция отправляется в изолятор брака вместе с дефектными актами, подписанными руководителями цеха и мастером подразделения входного контроля.
Ответственность за брак, возникший от продукции, в ходе производства не прошедшей внешней приемки или забракованной ОТК, несут работники, складов, отдавшие распоряжение о выдаче этой продукции в производство.
По результатам входного контроля потребитель в необходимых случаях информирует о несоответствии продукции установленным требованиям территориальный орган Госстандарта России по месту нахождения предприятия-поставщика для принятия мер в соответствии с возложенными на них функциями, (приложение 2, ГОСТ 24297).
входной контроль склад товар
Под входным контролем следует понимать комплекс мероприятий по оценке качества поступающей на предприятие продукции, предназначенной для использования на опасных производственных объектах.
Материалы, комплектующие изделия и оборудование не могут быть допущены к использованию при отсутствии документов, подтверждающих качество их изготовления и соответствие требованиям нормативно-технических.
Входной контроль является элементом системы промышленной безопасности.
Цель входного контроля - установление соответствия качества продукции установленным требованиям Правил по безопасной эксплуатации объектов предприятия, нормативным требованиям к продукции.
Входной контроль бывает трех видов: выходной (приемочный), межоперационный и входной контроль - проверка сырья и комплектующих на соответствие нормам и требованиям по качеству. Проведение постоянного анализа качества материалов и сырья, поставляемого на предприятие, позволяет добиться высокого качества выпускаемой продукции.
Входной контроль бывает:
· выборочный - осуществляется проверка нескольких проб продукции из партии на качество, по результатам которой делается вывод о качестве всей партии;
· сплошной - проверку проходит вся продукция без исключения;
· статистический - предупредительный, проводимый по технологическому процессу, и его основная цель - предупредить вероятность брака.
В ходе проверки за меру качества продукции принимается ее сорт, а именно, качественная классификация товара по показателям (или по одному показателю), которые установлены нормативами. Некоторые разновидности товаров не классифицируют по сортам, а определяют, как негодные и годные. Классификация продукции по сортам проводится чаще всего по наличию или отсутствию дефектов внешнего вида и реже - по другим отклонениям. Внешние дефекты, в свою очередь, делятся на недопустимые и допустимые. Продукция с дефектами, которые недопустимы - бракуется. Допустимые дефекты и их количество оговорены в стандартах к тому или иному виду продукции.
Основные задачи входного контроля:
Получение с высокой вероятностью оценки качества товаров, предъявляемых на проверку;
Обеспечить однозначность признания результатов проверки качества товаров и поставщиком, и потребителем, проводимой по одинаковым методикам и планам проверки;
Установить соответствие качества товаров определенным требованиям, чтобы в случае их несоответствия вовремя предъявить претензии поставщикам, а также, чтобы проводить оперативную работу с поставщиками по обеспечению нормального уровня качества товаров;
Предотвратить запуск в ремонт или производство продукцию, которая не отвечает требованиям, нормам, а также не соответствует ГОСТ.
Входному контролю подлежит продукция, сырье и материалы, принятые ОТК поставщика и поступившие к потребителям при наличии сопроводительных документов, оформленных в соответствующем порядке. В случае если сопроводительная документация, удостоверяющая соответствующее качество товаров и их комплектность отсутствует, а они необходимы для производственных нужд, их использование допускается после согласования с конструкторским отделом после проведения тестов, что товары отвечают отечественной НТД и составляется акт о фактической комплектности и качестве товаров, а также указываются в акте отсутствующие документы.
Все товары, сырье и материалы, поступившие от поставщика, до проведения проверки должны храниться отдельно от другой, забракованной или принятой продукции. Проверка может быть проведена на момент получения или при запуске продукции в производство, главное, чтобы не истек ее гарантийный термин. Если срок хранения продукции истек, она подлежит перепроверке, даже если перед этим она прошла проверку и испытания. Только после этого может быть принято решение о возможности ее дальнейшего использования в производстве.
Необходимость введения, ослабления, отмены или ужесточения входного контроля принимается потребителем, исходя из особенностей, назначения и характера продукции, исходя из результатов проверки за предыдущий период, или ее потребления (эксплуатации). В ходе проверки забракованные товары маркируются, как брак и хранятся в специальном изоляторе до решения вопроса между потребителем и поставщиком.
Потребителем по необходимости могут проводиться дополнительные проверки товаров, которые не предусмотрены НТД на товар, при этом, если режимы и условия, оговоренные в методах проведения дополнительных проверок, не превышают те, которые установлены в НТД на товар. В таком случае методы не нужно согласовывать с поставщиком и потребителем. Если дополнительные проверки показали отрицательный результат, поставщику рекламация не предъявляется. Проведение потребителем дополнительной проверки дает возможность определения потенциально ненадежных элементов для данного вида продукции и заблаговременного их отклонения. Также при проверке продукции от поставщика допустимо проводить ее тренировку в режимах и условиях, которые предусмотрены НТД. Предварительно это должно быть оговорено в перечне продукции.
Входной контроль товаров предусматривает проверку:
Качества поставленной продукции;
Наличия установленных сопроводительных документов, которые удостоверяют комплектность и качество продукции;
Проверенная продукция регистрируется в специальных учетных журналах.
По результатам проведенной проверки потребитель либо допускает дальнейшее использование продукции, либо, в случае если продукция не соответствует требованиям, информирует об этом территориальное подразделение Госстандарта России по месту, где находится предприятие-поставщик для дальнейшего принятия мер.
В зависимости от состава опасных производственных объектов на предприятии должен быть составлен перечень продукции, подлежащей входному контролю. Для типовой продукции рекомендуется составить типовые планы (схемы) и виды контроля, на базе которых могут составляться индивидуальные планы и виды контроля для продукции со специфическими требованиями.
В детализированном виде перечень может содержать:
а) наименование и тип продукции, в том числе, подлежащей обязательной сертификации;
б) перечень нормативной документации, требованиям которой должна соответствовать продукция;
г) контролируемые параметры или пункты нормативной документации, в которых эти параметры установлены;
д) средства измерения параметров и наличие этих средств на предприятии или у привлекаемых сервисных служб;
е) гарантийный срок использования продукции;
ж) указания о маркировке продукции по результатам входного контроля;
з) допустимый количественный расход продукции (из партии) при использовании разрушающих методов контроля (расходный ресурс).
Реализация входного контроля должна быть обеспечена:
а) комплектацией нормативной документацией по соответствующим видам продукции;
б) контрольно-измерительной аппаратурой и приборами, стендами для испытаний с обеспечением их своевременной метрологической поверки согласно требованиям;
в) методиками проведения испытаний, основанных на требованиях соответствующих стандартов или инструкций изготовителей на испытательную аппаратуру и приборы;
г) типовыми планами контроля для отдельных видов изделий;
д) наличием аттестованных специалистов по соответствующему виду контроля.
Входной контроль проводится по параметрам (требованиям), установленным в нормативной документации на продукцию. Входной контроль продукции по параметрам, не установленным в нормативной документации, а также в договорах (контрактах) на поставку, может проводиться предприятием для своих целей без согласования с поставщиком, однако без права предъявления претензий к поставщику.
В случаях разногласий с поставщиком в оценке качества продукции входной контроль должен быть выполнен по согласованным методикам.
Исходя из цели входного контроля, предприятие может проводить его как на стадии поступления на склад, так и непосредственно перед использованием по назначению, однако в пределах гарантийного срока и только по тем пунктам требований нормативной документации, которые имеют значение для конкретного вида продукции.
Продукции, хранимой на складах, должны быть обеспечены условия сохранности их технических характеристик. При непосредственном использовании должен быть выполнен повторный входной контроль в ограниченном объеме: проверка документации, визуальный контроль.
Организационные формы входного контроля базируются на существующих формах организации производственного процесса и предполагают участие, в зависимости от вида контролируемой продукции, следующих функциональных подразделений предприятия:
ОМТС - отдел материально-технического снабжения;
ОКО - отдел комплектации оборудования;
ОКС - отдел капитального строительства;
ОГМ - отдел главного механика;
ОТН - отдел технического надзора;
ОГЭ - отдел главного энергетика;
КИПиА - отдел контрольно-измерительных приборов;
ЛИиСТ - испытательные лаборатории, в том числе, неразрушающих методов контроля, и стенды для испытания оборудования и приборов;
РМП - ремонтно-механическое производство;
СМиО - склады материалов и оборудования;
ЮС - юридическая служба;
СВЭД - служба по внешнеэкономической деятельности;
ТПУ - технологические производства и установки.
Варианты организации указанных подразделений, их административная подчиненность, и исполняемые функции на конкретном предприятии могут быть различны.
При разработке системы входного контроля предприятия следует учитывать, что возможности контроля разнообразной продукции ограничены, и следует пользоваться возможностями внешней приемки отдельных видов продукции непосредственно на предприятиях-изготовителях, особенно для сложной и с особыми требованиями продукции, что должно быть оговорено в договоре на поставку. Работы по входному контролю качества продукции могут быть переданы сервисным службам предприятия, независимым специализированным организациям или аттестованным лабораториям на основании договора.
При разработке функций (обязанностей) исполнителей следует также предусматривать контрольные сроки выполнения тех или иных видов работ по входному контролю.
Основной задачей входного контроля является предотвращение использования при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасном производственном объекте, материалов, комплектующих изделий и оборудования, не соответствующих требованиям нормативно-технической и конструкторской документации.
Входной контроль осуществляется по параметрам (требованиям) и методам, установленным в нормативно-технической и/или конструкторской документации на контролируемую продукцию и материалы, а также по протоколам согласования на поставляемые изделия.
На основании результатов входного контроля принимаются решения о пригодности изделий к эксплуатации либо их отбраковке с предъявлением претензий к поставщику или транспортным организациям.
Технологическими задачами входного контроля поступающей на предприятие продукции являются:
а) проверка наличия предусмотренной в НД сопроводительной документации (разрешений на применение, сертификатов соответствия для продукции подлежащей обязательной сертификации, сертификатов на материалы и комплектующие изделия, паспортов, инструкций, чертежей, комплектовочных ведомостей, упаковочных листов);
б) проверка полноты приведенных в сопроводительной документации данных на соответствие этих данных требованиям правил, стандартов, технических условий и требованиям конструкторской документации, особым требованиям, внесённым в договор на поставку продукции;
в) проверка комплектности поступивших материалов на соответствие договорам о поставке, упаковочным листам, комплектовочной ведомости и чертежам; проверка целостности упаковки и консервации;
г) проверка наличия заводской маркировки и ее соответствие данным сертификата или паспорта на изделие, а также требованиям государственных или отраслевых стандартов;
д) проведение визуально-измерительного контроля материалов и изделий с целью выявления возможных поверхностных дефектов, повреждений, а также проверки соответствия геометрических размеров и отклонений формы требованиям НД и договорам на поставку;
е) проверка свойств материалов и деталей, удостоверенных в документе о качестве, методами неразрушающего и разрушающего контроля в объемах статистически достоверной выборки или арбитражной выборки согласно ГОСТ, ТУ или другой НД;
ж) оформление результатов входного контроля и передача заинтересованным службам и подразделениям предприятия информации о качестве материалов и изделий;
з) своевременное оформление соответствующих документов на материалы и изделия, имеющие дефекты, выявленные в процессе приемки и извещение поставщиков в установленные законом или договором (контрактом) сроки о несоответствии поставленных изделий или оборудования требованиям НД и применения к поставщикам санкций, предусмотренных договором;
и) контроль выдачи материалов и изделий требуемого качества для производства работ;
к) накопление данных о фактическом уровне качества получаемой продукции, разработка на этой основе предложений по его повышению и, при необходимости, пересмотр требований нормативной документации или предложений о выборе поставщиков;
л) периодический контроль за соблюдением правил хранения продукции и проведением погрузочно-разгрузочных работ;
м) регистрация и хранение результатов входного контроля.
Организационные формы входного контроля должны ориентироваться на минимизацию документооборота и, по возможности, на использование при подготовке, обработке и хранении документов входного контроля компьютерных технологий.
При входном контроле используются как общепринятые документы (акты приемки по количеству и качеству продукции, журналы складского учета, учетные карточки складов, товарно-транспортные накладные на перемещение грузов, заключения по испытаниям изделий), так и вновь вводимые (технические требования, карта входного контроля, маршрутная карта перемещения образцов для испытаний качества продукции).
При отсутствии на предприятии административно выделенной службы входного контроля, выполнение функций и задач входного контроля возлагается на постоянно действующую комиссию, состав которой формируется приказом по предприятию.
При необходимости в работу комиссии включаются специалисты ОГЭ, специалисты КИПиА, незаинтересованное лицо (представитель сторонней организации), представители других служб предприятия, представитель поставщика, если это оговорено контрактом.
Для инструментальной оценки качества продукции, поступающей на предприятие, к работам по входному контролю подключаются подразделения предприятия или сторонние организации, способные выполнить необходимые работы: визуально-измерительный контроль, неразрушающий контроль, химический и спектральный анализ металла, механические испытания, металловедческие и коррозионные испытания, испытания сварочных материалов, испытания оборудования и приборов на стендах.
Для обеспечения надлежащего уровня входного контроля подготовка к нему должна выполняться на стадии формирования отделами, цехами (технологическими установками) предприятия заявок на необходимые материалы, изделия и оборудование. Из цеховых заявок ОГМ формирует сводную заявку, учитывающую технические требования отдельных заявителей. Основой для формирования технических требований к материалам, изделиям или оборудованию являются ГОСТ, ТУ, требования технических условий на оборудование, требования правил Ростехнадзора по устройству и безопасной эксплуатации соответствующей продукции, требования проектной или ремонтной документации и другая нормативная документация. В ряде случаев возможно предъявление более жестких требований к продукции, чем это обусловлено нормативной документацией. При разработке технических требований следует иметь ввиду, что большинство стандартов и других нормативных документов имеют иерархическую систему построения, поскольку они имеют в тексте ссылки на другие документы.
При обобщении цеховых заявок и формировании заказа предприятия (ОГМ, ОКО), а также на стадии юридической подготовки договоров (контрактов) на поставку технические требования должны быть включены в договор как его неотъемлемая часть. На этой же стадии целесообразно составить карту входного контроля с указанием контролируемых параметров. После проведения согласований с поставщиком продукции и оформления договора на поставку, Технические требования и Карта входного контроля передаются службам приемки продукции (ОМТС, ОКО, ОКС).
В ряде случаев, в договор (контракт) следует вводить требование к поставщику о приемке продукции заказчиком непосредственно на производстве поставщика либо о присутствии поставщика при приемке продукции заказчиком. Особенно это касается сложного и ответственного оборудования, изделий с повышенными или особыми требованиями и случаев, когда отсутствуют надлежащие средства контроля. При этом процедура входного контроля должна быть согласована с поставщиком при заключении договора.
На стадии приемки продукции по качеству председатель комиссии по входному контролю вызывает представителей технических служб предприятия, которые на основании карты входного контроля и технических требований выполняют необходимый объем работ, включая определение необходимой представительной выборки из поступившей партии изделий, разметку мест контроля и вырезки образцов для необходимых испытаний или исследований, составляют маршрутную карту контроля продукции, в которой указываются цеха, участки, службы предприятия, осуществляющие вырезку заготовок под образцы (РМП), изготовление и маркировку образцов, испытания и исследование образцов (лаборатории), а также, куда должны быть возвращены контролируемые изделия после вырезки заготовок или образцов, после стендовых испытаний (на склад, на восстановление, списание или другие нужды). Маршрутная карта контроля служит целям организации и отслеживания прохождения процедуры входного контроля конкретной партии продукции.
Продукция, поступающая на вырезку заготовок и образцов, а также образцы для испытаний регистрируется в журналах поступления образцов входного контроля соответствующего подразделения-исполнителя. В журналах отмечается регистрационный номер продукции, характер задания, маркировка испытуемых образцов и конечные результаты (выводы) работы.
На выполнение типовых работ по вырезке и исследованию образцов подразделения-исполнители должны иметь соответствующие инструкции. Основой для разработки инструкций и формуляров по выполнению того или иного вида работ и выдаче заключений служат соответствующие ГОСТ, ТУ и другие нормативные документы с учетом особенностей наличного на предприятии оборудования и приборов.
Результаты визуально-измерительного контроля и испытания образцов вносятся в карту входного контроля с подписями исполнителей. После сверки данных входного контроля с данными технических требований комиссия принимает решение о соответствии/несоответствии продукции техническим требованиям. В случае соответствия продукции на сертификате (паспорте) продукции проставляется знак или штамп «Входной контроль пройден» с подписью председателя комиссии, делается соответствующая пометка в учетной карточке по выдаче продукции. Выдача продукции со складов в подразделения предприятия по товарно-транспортным накладным производится только в маркированном виде и в комплекте с сертификатом качества продукции или паспорта на продукцию поставщика. В случае несоответствия продукции данным технических требований комиссией по входному контролю составляется обоснованный акт о приемке продукции по качеству, который направляется руководству предприятия для принятия решений о предъявлении юридически обоснованных претензий или рекламации к поставщику.
Рисунок 1.1 Блок-схема операций входного контроля продукции (рекомендуемая)
Таким образом:
В случае несоответствия продукции данным технических требований комиссией по входному контролю составляется обоснованный акт о приемке продукции по качеству, который направляется руководству предприятия для принятия решений о предъявлении юридически обоснованных претензий или рекламации к поставщику;
В случае несогласия поставщика с результатами входного контроля заказчика создаётся комиссия в расширенном составе с обязательным присутствием представителя предприятия поставщика. В необходимых случаях проводятся арбитражные испытания продукции;
В случае устранения изготовителем обнаруженных дефектов и проведения дополнительного контроля продукция может быть принята;
Полученная подразделениями предприятия со складов продукция должна регистрироваться в учетных карточках материалов и изделий подразделения вместе сертификатом качества продукции и храниться с соблюдением правил хранения продукции соответствующего вида в условиях, не допускающих пересортицы. Выдача продукции для изготовления изделий, проведения ремонтных или монтажных работ производится только после сверки данных сертификата с требованиями технической документации на производство работ. Аналогичное требование должно быть выполнено и сторонними организациями, выполняющими работы на объектах предприятия со своими материалами и изделиями;
По завершению работ по входному контролю карта входного контроля, технические требования и маршрутная карта остаются на хранении в подразделении, выполнявшего приемку продукции.
«УТВЕРЖДАЮ»
Генеральный директор
ООО «433 Военно – Строительного Управления»
Устинов В.Э.
«_____»_____________2010 г.
Входной контроль материалов изделия и конструкций
ВВЕДЕНИЕ
Настоящая инструкция устанавливает требования к проведению входного контроля материалов, изделий и конструкций.
Входной контроль материалов, изделий и конструкций (далее - продукции) при поступлении их на склады проводится с целью:
проверки наличия и полноты сопроводительных документов,
оценки и проверки соответствия качества поступившей продукции требованиям нормативных документов,
предупреждения использования продукции в тех случаях, когда она имеет дефекты,
выяснения причин и виновников выявленных дефектов (вина поставщиков, вина ОМТС, результат неправильной транспортировки, брак при монтаже и т.п.),
обеспечения прослеживаемости в соответствии с Инструкцией И III-7-13-2007.
Требования настоящей инструкции уточняют положения Руководства по качеству «433 ВСУ» по деятельности в соответствии с элементами 7.5.1, 8.2.4 и 8.3 ГОСТ Р ИСО 9001-2001.
Настоящая инструкция распространяется на Отдел материально-технического снабжения «433 ВСУ» , Центральный склад, отделы материально-технического снабжения филиалов, строительные участки.
1.Термины и их определения
1.1.В настоящем СТП использованы термины:
|
Идентификация |
Определение продукции путем нанесения на единицы продукции, их упаковку, тару, сопровождающие документы, обозначений, позволяющих их четко определить |
|
Прослеживаемость |
Возможность проследить историю, применение или местонахождение того, что рассматривается. Прослеживаемость может относиться к распределению и местонахождению продукции после поставки (п. 3.5.4 ГОСТ Р ИСО 9000-2001): |
|
Несоответствие |
Невыполнение требования (п. 3.6.2 ГОСТ Р ИСО 9000-2001): |
|
Поставщик |
Организация или лицо, предоставляющие продукцию (п. 3.3.6 ГОСТ Р ИСО 9000-2001): |
|
Продукция |
Результат деятельности или процессов (п. 3.4.2 ГОСТ Р ИСО 9000-2001) |
|
Установленные требования |
Требования, установленные в нормативных документах или контрактах |
|
Регистрация |
Процедура, посредством которой в соответствующем документе фиксируются (записываются) основные характеристики объекта, которыми он обладает в момент регистрации |
2.Принятые сокращения
2.1.В настоящем Инструкции приняты следующие сокращения:
СМУ– строительно-монтажное управление;
ОМТС - отдел материально-технического снабжения
3.нормативные ссылки
3.1.В настоящем стандарте использованы ссылки на следующие нормативно-технические документы:
ГОСТ Р ИСО 9001-2001.Система менеджмента качества. Требования.
ГОСТ Р ИСО 9000-2001.Система менеджмента качества. Словарь
ГОСТ 24297-80. Система управления качеством продукции. Входной контроль качества продукции. Основные положения.
П-7 (от 25.04.1966г.). Инструкция о порядке приемки продукции производственно-технического назначения и товаров народного потребления по качеству.
4.основные положения
4.1.Вид, объем, правила приемки материалов и изделий определяются нормативными документами (ГОСТ, ТУ, СНиП, СН и т.п.) на конкретный вид материалов и изделий и конструкций.
4.2.Объем входного контроля принимается в соответствии с требованиями государственных стандартов на методы испытания и учетом степени доверия к Поставщику.
4.3.Входной контроль поступающих на склады ОМТС «433 ВСУ» и СМУ материалов и изделий включает:
контроль наличия документов о качестве;
контроль соответствия сопроводительных документов фактическому поступлению;
выборочный контроль качества материалов и изделий;
испытания материалов и изделий, в случае необходимости.
4.4.Входной контроль осуществляют:
заведующие складами при приемке материалов и изделий на склады ОМТС;
производители работ, мастера при приемке материалов, изделий и конструкций на склады строительных участков.
4.5.Результаты входного контроля регистрируют:
заведующие складами ОМТС в журналах приемки,
прорабы участков в "Журнале входного контроля и приемки продукции, изделий, материалов и конструкций на строительстве".
4.6.В журналах. складов ОМТС регистрируются следующие данные о продукции:
наименование материалов и изделий;
дата проведения контроля (испытания);
изготовитель (Поставщик);
количество поставки; номер товарно-транспортной накладной;
номер сопроводительного документа о качестве на поставку;
номер партии;
результаты выборочного контроля (испытания) по проверяемым параметрам.
4.7.Сведения о выявленных несоответствиях регистрируются в журналах для принятия по ним решений.
4.8.В случае если имеется сомнение в качестве поступивших на склад СМУ старший прораб (прораб, мастер) направляет их на испытание в лабораторию или вызывает Начальника лабораторией для консультации.
4.9.Результаты испытаний, проведенных в лаборатории, подписываются исполнителем (исполнителями).
4.10.Заключение по результатам испытаний, проведенных в лаборатории, Начальник лаборатории направляет Начальнику СМУ.
4.11.В случае если лаборатория не может провести испытания своими силами, то Начальник лаборатории направляет с согласия Главного инженера «433 ВСУ» образцы продукции на испытание в специализированные организации, имеющие лицензии на право проведения испытаний для сторонних организаций.
4.12.Исправлять данные в журналах приемки и журналах испытаний запрещается. В случае если при записи совершена ошибка, то неправильно сделанная запись зачеркивается так, чтобы ее можно было прочесть, а радом с нею делается правильная запись. Около правильной записи (исправления) ставится подпись лица, его внесшего и дата внесения.
4.13.Лица, принимающие продукцию (заведующие складами прорабы, мастера) несут ответственность за достоверность и объективность результаты приемочного контроля.
4.14.Начальник лаборатории несет ответственность за полноту и достоверность выполненных испытаний и принятых по ним заключений о качестве продукции.
5.порядок Проведения
входного контроля
заведующими складами
УПТК
5.1.При поступлении материалов, изделий и конструкций на склад заведующий складом или прораб проверяет:
внешний вид, состояние поверхности, упаковку, маркировку, соответствие маркировки данным сертификата;
комплектность поставленной продукции;
регистрирует поступившую продукцию;
контролирует правильность складирования.
5.2.Документы о качестве поступающей на склад продукции (сертификаты, паспорта и т.п.) или их копии хранятся на складе.
5.3.Продукция, поступившая без документов о качестве или вызывающая сомнение в ее качестве, не принимается или складируется отдельно до получения соответствующих документов.
5.4.Если качество поступившей в СМУ продукции вызывает сомнение, то прораб принимает решение о:
вызове ответственного представителя Поставщика для предъявления рекламации,
проведении испытаний.
5.5.Информация о принятой на склад продукции регистрируется в Журнале (см. п.4.5).
5.6.Забракованная при входном контроле продукция маркируется надписью «Брак» и складируется отдельно в изоляторах брака до решения о возврате ее Поставщику.
5.7.В производство с разрешения прораба кладовщик отпускает только продукцию, которая прошла входной контроль.
5.8.Ответственность за отпуск со склада СМУ в производство материалов, изделий и, несоответствующих по результатам входного контроля установленным требованиям, несет Начальник участка.
6.порядок устранения несоответствий, выявленных при входном контроле
6.1.При отсутствии (окончании срока действия) сертификатов соответствия, санитарно эпидемиологического заключений, сертификатов пожарной безопасности ОМТС «433 ВСУ» , направляет запрос поставщику.
6.2.При обнаружении при входном контроле продукции повреждений, загрязнения или несоответствия данных сопроводительных документов о качестве фактическому поступлению Заведующий складом ОМТС или прораб:
извещает, соответственно, Начальника ОМТС «433 ВСУ» или Начальника ОМТС филиала о поставке несоответствующей продукции;
организует приемку несоответствующей продукции на ответственное хранение.
6.3.Начальник ОМТС филиала после получения извещения о поступивший на строительный участок или склад филиала несоответствующей продукции извещает об этом ОМТС 433 ВСУ.
6.4.ОМТС «433 ВСУ» после получения извещения и о поставке несоответствующей продукции:
направляет вызов Поставщику с указанием даты, № товарно-транспортной накладной, количества поступивших материалов и изделий и причины вызова;
проводит комиссию и составляет Акта по замене материалов и изделий.
7.порядок хранения документации входного контроля
7.1.После приемки продукции прорабы (мастера) снимают копии с товарно-транспортных накладных и оставляют их на хранение на участке до окончания гарантийного срока объекта, при строительстве которого были использованы данные материалы
7.2.Товарно-транспортные накладные, счета-фактуры и приходные ордера на поставленные материалы, изделия и конструкции заведующие складами (прорабы, мастера) передают в бухгалтерию «433 ВСУ» , где они хранятся в течение 5 лет.
7.3.Журналы входного контроля хранятся на складах и в СМУ до окончания гарантийного срока объекта, при строительстве которого были использованы данные материалы.
7.4.Первые экземпляры рекламационных актов хранятся течение 1 года.
7.5.Сертификаты соответствия, санитарно эпидемиологические заключения, сертификаты пожарной безопасности, хранятся на складах и в СМУ до истечения срока их действия.
Руководитель разработки,
начальник ОМТС «433 ВСУ»
Ответственный исполнитель,
руководитель Службы качества
«433 ВСУ»
7.6.Лист регистрации изменений
|
№№ изменения |
Номера листов/страниц |
записи в |
||||||
|
измененных |
замененных |
аннулированных |
||||||
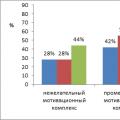 Подписаться на акции и бонусы
Подписаться на акции и бонусы Гидрирование твердого топлива Водород для гидрирования угля
Гидрирование твердого топлива Водород для гидрирования угля Снятие порчи «Крадник» в домашних условиях Как работает Крадник
Снятие порчи «Крадник» в домашних условиях Как работает Крадник